A friend of mine approached me to analyze a vehicle in his company, he wanted to use a data-driven approach to determine the cost of ownership of the vehicle in the fleet. Buying the vehicle was easy. It was affordable and had very low mileage at the time of purchase and had 4 more years left on the certificate of entitlement. What about the operating costs of the vehicle? Drivers record the usage data such as distance travelled and fuel consumption in a logbook.
A single vehicle should be easy to visualise. But what about a fleet of vehicles? This is a particular issue for logistics and delivery services that drive e-commerce. A logistics company needs to manage a fleet of vehicles of different models, load capacities and ages.
I decided to run some numbers in Python for a simple econometric experiment using that vehicle dataset provided, but the methods I describe in this article are applicable to anyone interested in vehicle or asset cost management. Simply put, econometrics is the application of statistical models to test economic theories and is a branch of data science. Instead of experimental data, observed data are used to determine the effects of random events.
In machine learning, time series analysis is slightly different from normal regression or classification problems. Time series regression helps us understand the relationship between variables over time and predict future values. I wrote several time series prediction scripts in Python and explored several multivariate algorithms for modelling time series, examining the following algorithms: Autoregressive Integrated Moving Average (ARIMAx), Generalized AutoRegressive Conditional Heteroskedasticity (GARCH), Least absolute shrinkage and selection operator (LASSO), PROPHET, RIDGE, Support Vector Regression (SVR) and k-nearest neighbors (kNN).
There was no particular reason for choosing the machine learning algorithms, but these are just the common ones and there are numerous other models that can be explored which I will discuss later.
The algorithms used in this study are not the most advanced, but this is the first time I have dealt with time series, and the goal of this paper is to explore a data-driven approach that can help one make enterprise-level decisions about which vehicle to use on which route and what type of maintenance to perform (e.g., tyre changes, oil changes) and how this affects the life of the vehicle and whether I should maintain a well-functioning vehicle or buy a new vehicle.
The dataset
Date
Item
Distance (+km)
Fuel (L)
Cost
8/1/2021
Purchase of vehicle
$ 25,000.00
8/1/2021
Accessories
$ 19.55
8/1/2021
Insurance
$ 872.75
8/1/2021
Accessories
$ 27.25
8/2/2021
Parking
$ 1,422.70
8/7/2021
Accessories
$ 12.47
8/9/2021
Petrol
365
33.62
$ 54.00
8/14/2021
Parking
$ 50.00
8/14/2021
Maintenance
$ 620.00
8/15/2021
Petrol
161
$ 94.00
22/8/2021
Parking
$ 20.00
22/8/2021
Petrol
264
41.5
$ 74.00
28/8/2021
Parking
$ 52.00
28/8/2021
Petrol
287
21.3
$ 72.00
28/8/2021
Parking
$ 10.00
4/9/2021
Petrol
266
31.5
$ 72.00
9/11/2021
Petrol
249
24.59
$ 68.50
9/13/2021
Parking
$ 100.00
9/16/2021
Maintenance
$ 265.27
9/16/2021
Road Tax
$ 378.00
9/17/2021
Petrol
288
47.22
$ 73.00
9/25/2021
Parking
$ 30.00
The above table shows a typical record of operations for two months. The record of expenditures for the vehicle was straightforward, a simple distance and expense log. There were typical expenses for fuel or a sudden large bill for renewal of a seasonal parking space or road tax, but all in all the record is fairly linear and also a typical log for any driver in the courier business. I had to wait a while before I could start any kind of analysis. Now I have about 100 data points from August 2021 to December 2022, a little over a year.
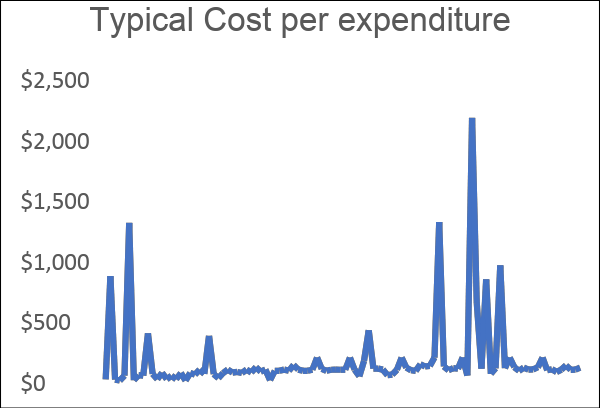
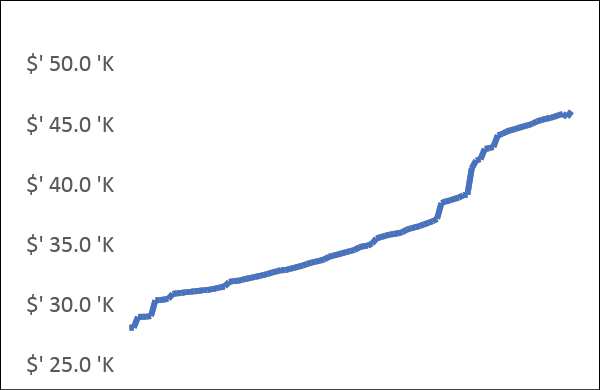
Figure 1 So this is how the data looks like over a year, the first graph on the left shows the amount of each expense and on the right is a cumulative expense which represents the lifetime cost of the vehicle.
The figure above shows two diagrams. The diagram on the left shows the amount of each expense, such as a typical tank of gas or a parking fee, and the largest expense was replacing all tyres and rims with new tyres. The chart on the right shows the cumulative cost over time.
Figure 2 Data importing into an array using the Python Numpy Library
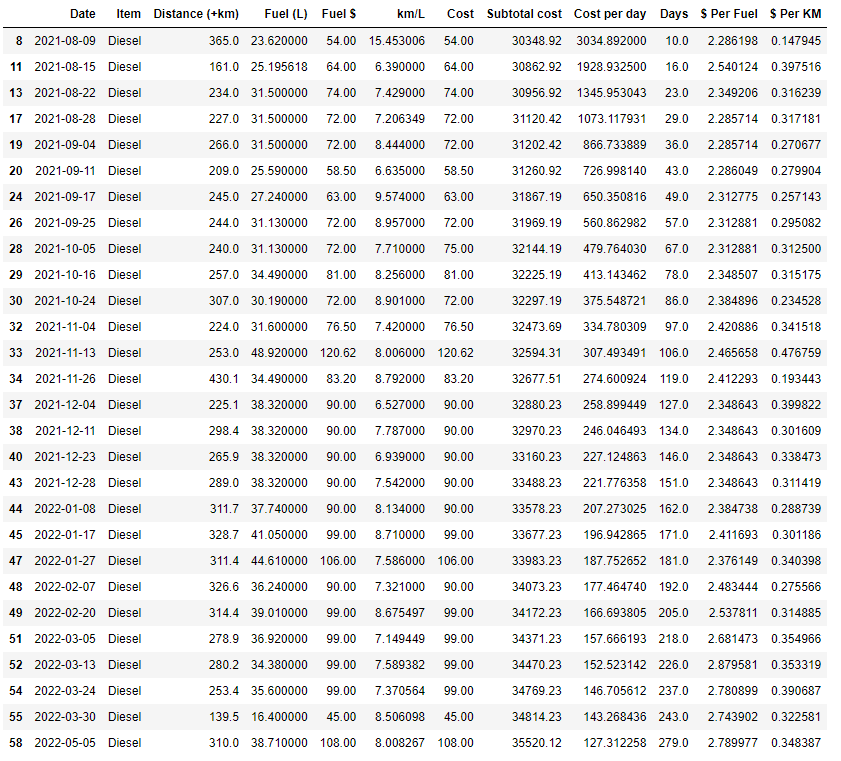
Figure 3 Dataframe recording the fuel consumption and distance travelled.
I’m interested in determining the total cost of ownership of my vehicle to see if I can make some data-driven decisions to increase the value of the vehicle. This could include making certain changes to improve fuel economy. In my case, I recorded how far I drove, how often I filled up with gas, and what my car expenses were. What I’m interested in is the cost per day at the end of the vehicle’s life, both in terms of fuel consumption and total cost of ownership.
The algorithms
Let’s introduce some algorithms explored.
ARIMA. This nifty algorithm is an acronym for AutoRegression (AR) – where the dependent relationship between an observation and a specified number of previous observations, Integrated (I), the use of differencing raw observations (e.g., subtracting an observation from an observation in the previous time step) to make the time series stationary, and Moving Average (MA) – where the dependence between an observation and a residual error from a moving average model applied to lagged observations. Variants of this algorithm include a seasonality component denoted by “s” – SARIMA or SARIMAX. A very good textbook description can be found here and sample code here and here.
GARCH. AutoRegressive Conditional Heteroskedasticity is commonly used in modelling stock-trading data that exhibit time-varying volatility clusters, the algorithm describes the variance of the current data point as a function of the actual magnitudes of the error terms of the previous periods. GARCH is a generalized version of ARCH, a helpful Youtube video can be found here.
LASSO (least absolute shrinkage and selection operator) is a method of regression analysis that performs both variable selection and regularization. Here’s a video describing this algorithm.
RIDGE. Is a regression algorithm similar to linear regression but with bias introduced, this gives us a reduction in variance, and by reducing fit we can have better long term predictions, more here.
PROPHET. Now this is a new algorithm to me, it is an additive regression model with a piecewise linear or logistic growth curve trend that accounts for seasonality, the algorithm was introduced by Sean J. Taylor and Ben Letham from Facebook in 2017, nicely explained here, here and here.
SVR. Support Vector Regression (SVR) is a regression technique that uses support vector machines (SVMs) to predict continuous values. Unlike KNN, SVR is a more advanced and sophisticated algorithm that uses a hyperplane to separate data points of one class from another.
kNN. K Nearest Neighbours is a supervised ML algorithm used for classification and regression and does not assume any prior knowledge about the data. Simply put, all input data points are classified by a distance function to the next nearest data point.
In addition to the links above, I found some useful repositories describing time-series analysis with the above algorithms here, here, here and here that was immensely valuable.
Analysis and Discussion
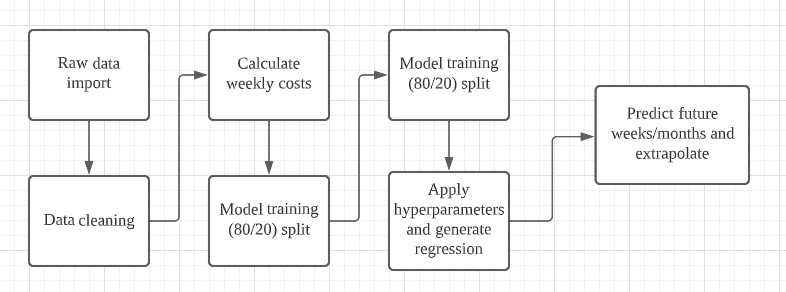
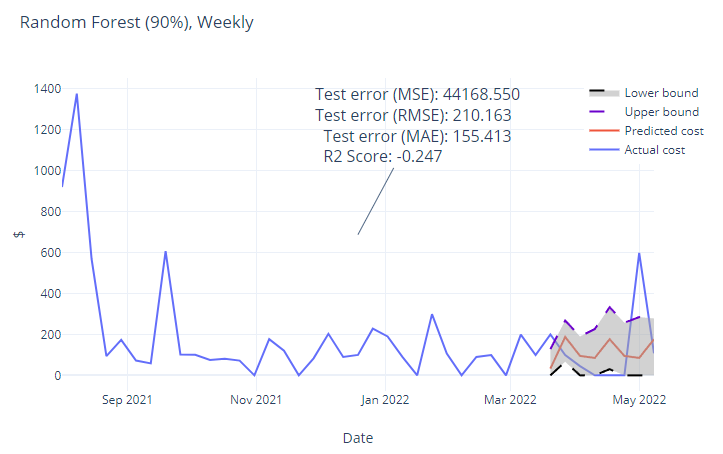
There were about two years of data since the vehicle was purchased in August 2021. Data points were split into 80% – 20% for training and testing. The search for hyperparameters was done using the above models, and all models were then re-trained with the best hyperparameters and used for the test set extrapolating future predictions of weekly costs.
Figure 4 How the data was processed.
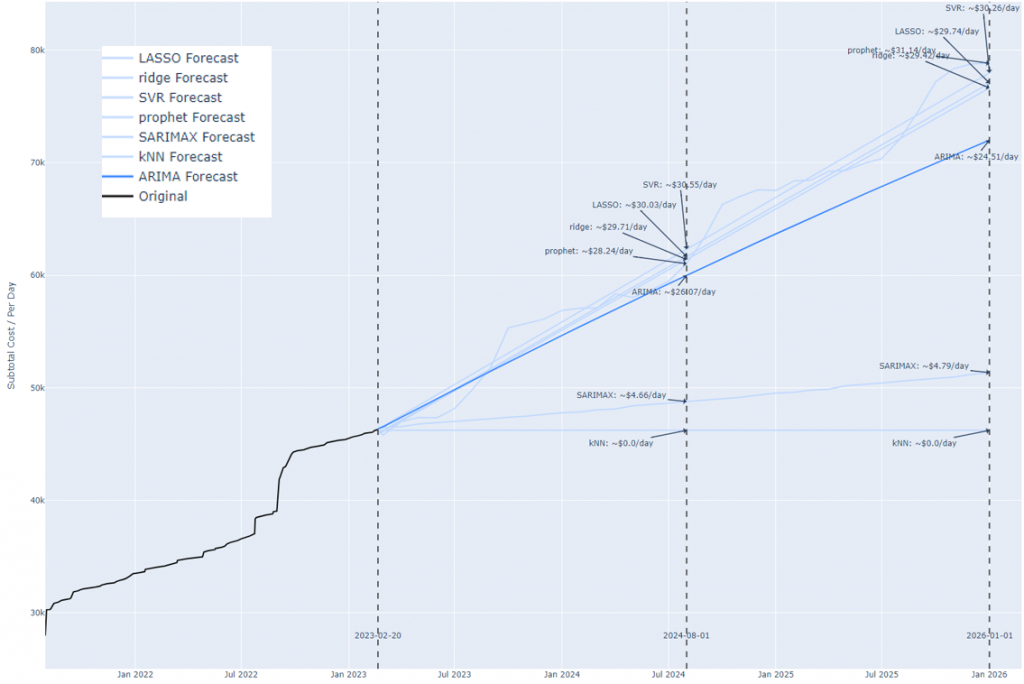
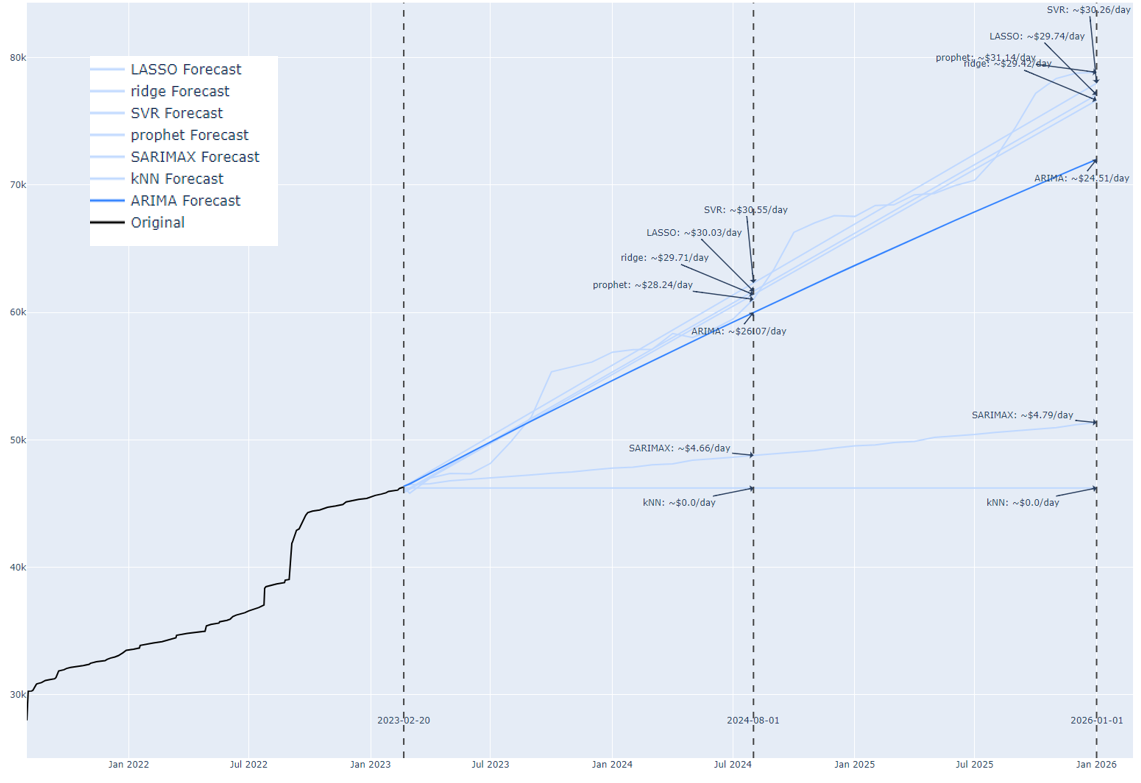
Figure 5 So with the typical costs over the year punched in to the various models, we can now predict what the costs will be like in the future when extrapolated. All the models showed a relatively linear extrapolation meaning that we don’t expect big expenses to move the needle much.
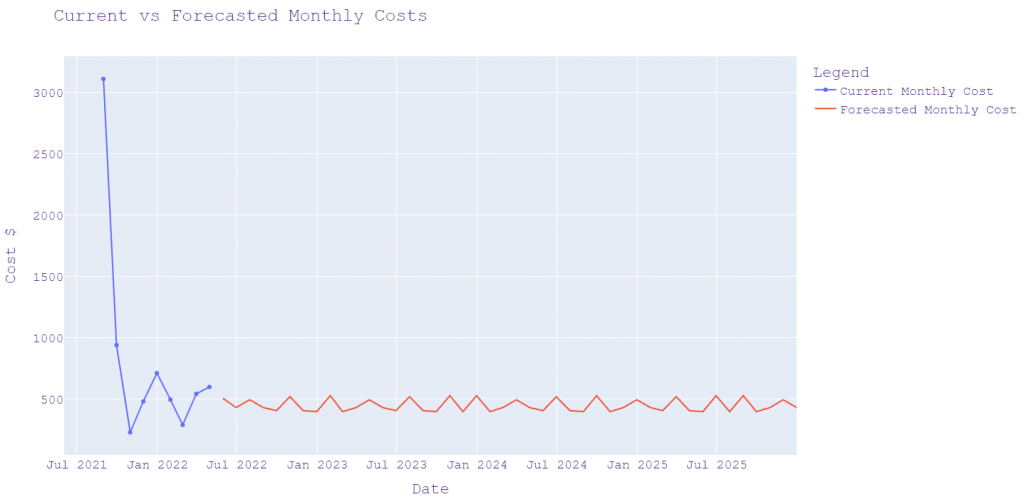
Figure 6 Current vs forecasted monthly costs – this is one model showing a linear expense of $450 per month, which tallied with real-world data.
The various models predicted about $~500/month. The monthly predictions were close to real expenditures, I randomly checked a block of a few months. Apart from July 2022, which had a large payment for season parking, the other months were within expected limits. Each year an owner would have to expect a major expense for maintenance, road tax, etc., but these are not frequent expenses.
Month
March 2022
April 2022
May 2022
June 2022
July 2022
August 2022
actual Expense
$542
$597
$429
$600
$2,046
$564
Alright, we are getting somewhere. My first few attempts immediately showed the limitations or unsuitability of some of the models and the data that we have on hand. Some models such ARIMA and kNN showed a straight line and or reduction in projection.
From the available data, current (to date) expenditures already exceed $50,000. Therefore, any prediction showing a lesser amount must be rejected. Since we already have two years of data – $11,924 in 2022 – and a reasonable monthly forecast of $500, a monthly average of $1,000 to cover the additional costs is not expected.
This means that our model should realistically provide a lifetime vehicle cost forecast in the range of $10,000 to $15,000 per year and a lifetime total vehicle cost forecast of no more than $100,000. Any model that predicts less than $40,000 is wrong, and more than $100,000 is unrealistic.
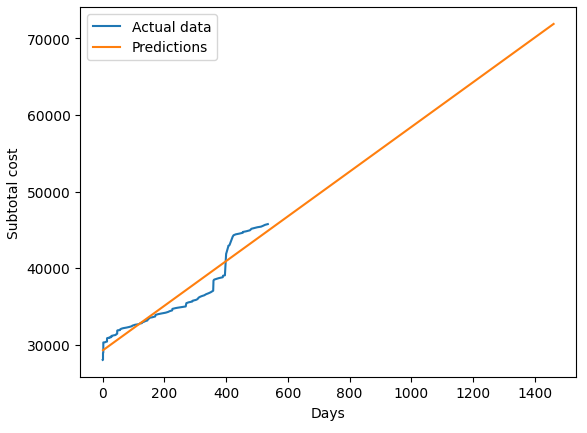
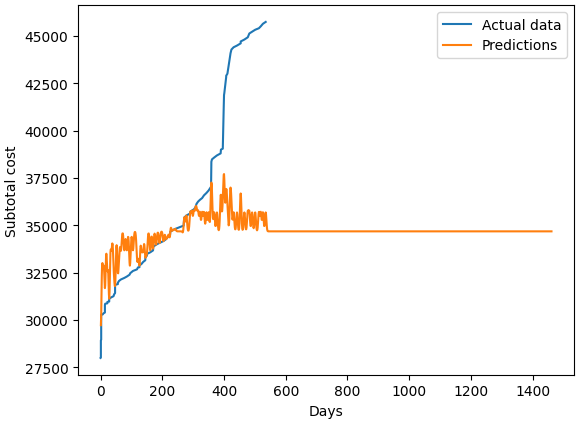
Figure 7 Left: The most rudimentary of extrapolations – a linear regression line shows a lifetime expenditure of the vehicle at $70,000, this is a reasonable estimate. Right: ARIMA predictions show a flat estimate, which is logically incorrect.
Now that we have some upper and lower limits, SARIMAX predicts a total lifetime cost of $51,360 and which is incorrect since it is less than the current total expenditure of the dataset with cost per day, whilst k-NN shows a flat line. These two models are rejected. Due to inconsistency in duration between data points. GARCH/ARCH refused to work properly – showing the limitations of these algorithms. As a classifier, kNN is unsuitable for such a time series application.
Results
Figure 8 Forecasting total lifetime cost of the vehicle.
Model
Lifetime cost
Cost per day
Notes
PROPHET
$ 78,838
$ 31.14
SVR
$ 77,985
$ 30.26
LASSO
$ 77,073
$ 29.74
RIDGE
$ 76,642
$ 29.42
ARIMA
$ 72,008
$ 24.51
SARIMAX
$ 51,360
$ 4.79
Rejected
KNN
$ 46,226
$ 0.00
Rejected
GARCH
error
error
Rejected
Figure 9 Forecasting total daily expenditure for ownership of the vehicle.
ARIMA, SVR, LASSO, RIDGE and PROPHET prediction limits of $72,000 to $78,000. Since the margin of error is very small, I could use various statistical techniques to calculate the confidence interval of the analysis, but at this point I’m satisfied with the predictions. The cost of the vehicle is about $30 per day – parking, taxes, maintenance, and fuel. This is reasonable.
In statistics, there are some other metrics that are used to determine the reliability of the model, but time series are a little different, traditional metrics like confidence interval, interquartile range, confusion matrices won’t really work because we don’t know if the future will actually be like this.
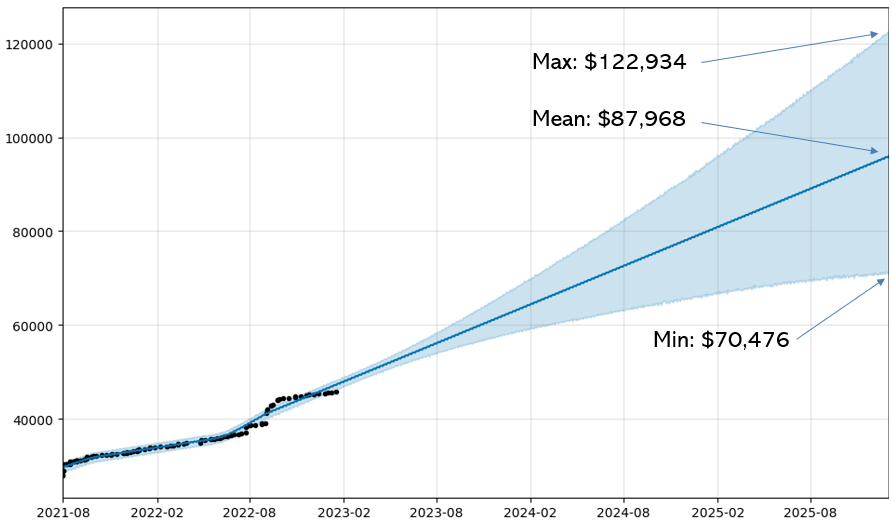
This paper proposes a method to estimate a reliability measure of the predictor a statistical method the authors call Statistical Semi-metric Space (SSMS). For simplicity, the PROPHET library generates an upper and lower boundary.
Figure 10 Upper and lower boundary estimates using PROPHET extrapolated from the existing dataset.
With that projection, we get an upper and lower boundary of the projection of $70,476 – $122,934 without any tweaking of the model – giving us a fairly large uncertainty boundary but still also reasonable in our projections, like an error-margin of estimation. I could manually adjust the hyperparameters of the PROPHET model such as the seasonality, growth points and uncertainty samples to make the projection upper and lower boundaries tighter but at this point all the projections point towards the same trajectory of a ~$80,000 expense over the remaining lifetime of the vehicle, which gives us an acceptable range of $30±1.24 cost per day. Budgeting a little buffer over the projection of future expenses wouldn’t hurt.
My buddy bought more of the same vans and a drink for me.
Disclaimer
All the work represented in this article are of my own investigation and the numbers should be taken as an exercise and not any form of formal financial or fiduciary advisory. Contact me if you would like to discuss econometric assessments or investigation services into your business problem.
There is a saying that our life is determined by our genes, and along with the adage that “we are born with it”. Our genes may dictate the blueprint for physical traits, predispositions to certain diseases, and even traits like intelligence, but our lifestyle and environment can also influence our development and the choices we make. While we cannot change our genes, we can shape our lives by choosing the right environment and lifestyle.
Or is it?
A 2012 study conducted by psychologists at the University of Edinburgh suggests that genes play an important role in a person’s predisposition toward determination, sociability and self-control, and ultimately, success in life. The researchers explained that genetically determined traits such as self-control, decisiveness or sociability can make the difference between success and failure. Does this mean that winners are born and success in life is determined at birth?
What about the proverb – nature versus nurture? Scientists have long debated the importance of nature and nurture – genes and environment – in the choices people make and the paths they take in life. However, it is now widely accepted that both nature and environment play important roles in the development of a person’s personality, behaviour, and abilities. Recent research [1] has found that the genetics of a person’s friends and schoolmates influence how long they stay in school, which makes perfect sense – after all, people seek out the company of friends with similar interests and hobbies.
The study suggests that our genes have a direct impact on the environment we live in; we are the company we keep. For example, if your friend is diligent and completes his or her assignments on time, that could make the group more academically compliant and explain how one group of students may be treated better than others because of observable behaviours that have individual genetic origins but play a social role because they elicit a positive response from the teacher. And this better treatment may contribute to better performance that affects all members of the group independently. The opposite is also true: A 2018 study [2] showed that smoking, drugs, and other risky behaviours can cause negative developmental outcomes. People with certain genes associated with higher levels of education are always less likely to have genes associated with smoking and to be smokers. The social environment may influence the extent to which certain genes affect the association between behaviours.
Now which affects which?
These traits and characteristics play an important role in how life progresses, if you are successful in career and have healthy relationships, or not. If that’s so, then what do the genes do and where does the traits come from? [3]. DNA affects how well exercise affects us (some of us are truly fated to be fat..) [4], how tall we will be (some of us a truly fated to be short) [5], our happiness [6] and even how long an organisms will live, some species of jellyfish are immortal [7]! How attractive an individual turns out to be or why some others are plagued with numerous genetic diseases. For example the OCA2 gene codes the appearance of blue eyes or rather the lack of the protein melanin. That’s it, some people are indeed just born beautiful.
However, there’s a problem with just looking at genes.
Figure 1 An Amoeba proteus under the microscope has a lot more genetic information than a human and a hundred thousand times smaller in size, image credit: micro_photo @istockphoto
The amoeba Proteus is a tiny microbe that is barely visible to the human eye. It can grow up to 1 mm long, but its average size is 250-750 micrometers. It has only 290 billion base pairs, making it 100 times larger than the human genome. The 3 GB human genome is thought to contain fewer than 30,000 genes, perhaps as few as 23,000, which are necessary for programming the human body [8]. Why does such a small organism need so many genes and a large complex organism like humans so few in comparison?
Did you know that as humans we share about 60% of our genes with a banana and a chicken? Humans also have a 71.4% genetic similarity to the zebrafish [9]. What makes us look the way we look and not like a chicken?
Clearly the number of base pairs in DNA is not an accurate indicator.
This brings us to the scientific discipline of genomics. We now know that genes play a greater role in traits as self-control, decision making, or sociability than previously thought. DNA has been used to disprove homosexuality or sexual preferences is not genetic [10].
Genetic determinism is the idea that genes have a controlling influence on human health, behaviour, and disease. However, the current view is that genes have a complex relationship with environmental influences, which means that genes alone are not determinative. The field of genomics is vast. There are sub-experts of experts of experts in sub-fields of genomics, see Figure 2 to see what comes after genomics.
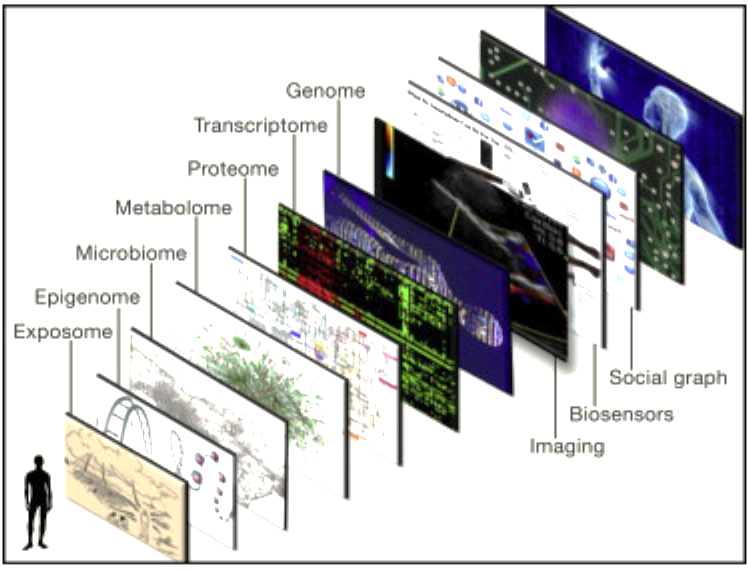
Figure 2 The human GIS – multiple superimposed and integrated layers of medical information, image source from E. J. [11]
The fact that each of us is truly biologically unique, which is true even for identical twins, is not fully appreciated. Now that it is possible to perform a comprehensive “omic” assessment of an individual, including DNA and RNA sequence and at least some characterization of the proteome, metabolome, microbiome, autoantibodies, and epigenome, it has become abundantly clear that each of us truly has a unique biological content. Far beyond the appeal of the incomparable fingerprint or snowflake concept, this unique, individual data and information offers a remarkable and unprecedented opportunity to improve medical treatment and develop preventive strategies to maintain health.
There are numerous other factors affecting one’s genes – I’ve decided to talk briefly about polymorphism, pleiotropy, polygenic traits and epigenetics just to name a few. Let us break down what some of these big words mean.
Polymorphism, in biology, is discontinuous genetic variation that results in different individuals among members of a single species. Pleiotropy describes genes that have multiple effects on an organism. For example, a single gene can affect both eye color and susceptibility to disease. The term “polygenic” refers to the inheritance of traits or characteristics that are determined by more than one gene. This means that multiple genes contribute to the expression of a particular trait, rather than just one gene. Polygenic inheritance can be observed in many human traits, such as height, eye color, and skin color.
If this is not confusing enough, we should briefly mention epigenetics, which is the influence of environmental or external factors that lead to phenotypic changes without altering the DNA sequence itself.
We now know what makes us sad and what makes us eat too much in the hope of suppressing the sadness, but this makes us fat, which is then embarrassing in society, and we become even sadder. It’s a vicious genetic cycle. Blame it on our genes.
That each of us is truly biologically unique, extending to even monozygotic, “identical” twins, is not fully appreciated. Now that it is possible to perform a comprehensive “omic” assessment of an individual, including one’s DNA and RNA sequence and at least some characterization of one’s proteome, metabolome, microbiome, autoantibodies, and epigenome, it has become abundantly clear that each of us has truly one-of-a-kind biological content because of external factors.
Further understanding how to change our own genetic code gives us humans a remarkable and unprecedented opportunity to improve medical treatment and develop preventive strategies to preserve health. This new exciting frontier is referred to as Individualized genetic medicine [11] and the technology to do gene editing now exists – CRISPR [15-18].
I’ve always wondered about the genetic effects and how we can use this knowledge to improve disease treatment and therapeutics, so I thought it would be fun to give R Programming a shot.
Figure 3 Screenshot of my attempt at this project in R-studio
R is a statistical programming language and R-studio works in a similar manner to MATLAB – except it’s open-source and comes with a ton of tools and libraries (similar to MATLAB toolboxes). I got R-studio running and after a few YouTube tutorials such as this and that. I have a study plan in mind done.
The study
The study is simple. This is an amateur bioinformatics study to identify genomic signatures with polymorphic and pleiotropic associations for hypertension and diabetes. Cardiovascular and metabolic diseases, also referred to as “cardiometabolics” represent an increasing disease burden of epidemic proportions. Hypertension affects 30% of the world’s population whilst Type-2 diabetes mellitus (DM -2), affects up to 10% of the world’s adult population.
Many genomic-proteomic-metabolomic traits have been identified as contributing or predictive factors for the development of cardiometabolic diseases. Prediction of disease based on genotyping alone has resulted in poor associations because of unexpected multinomic interactions. Pleiotropic, cross-boundary biomolecular interactions between gene regulation and protein expression, as well as transport of metabolites that affect biological functions, are difficult to explore to achieve a better understanding of disease outcomes [19].
Due to the enormous size and scope of the human genome database, it is a technical challenge to aggregate all multinomic datasets and different data formats and to represent the different multinomic levels. Therefore, genome-wide association studies (GWAS) are a powerful method by which multinomic cardiometabolic relationships for pleiotropic and polymorphic behaviour could be identified [20-24]. The complex cardiometabolic genomic-proteomic interactions are of significant medical and academic interest in the search for novel therapeutics [25-27].
Method
The aim of this study is to apply gene set enrichment analysis (GSEA) techniques in R-Studio to different datasets to identify potential polymorphic and pleiotropic relationships. The analyses and illustrations were generated using various R library packages in R-Studio. I looked through several genetic databases such as Genecards, GenBank, Kyoto Encyclopaedia of Genes and Genomes (KEGG) and eventually settled on Gene Expression Omnibus (GEO) and GWAS catalog.
Gene Set Enrichment Analysis (GSEA) was performed on the hypertension and diabetes dataset taken directly from the GEO database and GWAS catalogue, using search terms for four disease states: “cardiovascular disease,” “type diabetes II “, “hypertension,” and “obesity”.
The approach emulates the GWAS relationship between four diseases – dilipidaemia, obesity, DM-2 and hypertension conducted by the authors in [28]. The dataset was further queried for trait IDs of the sample and the list of significant association were downloaded and formatted as a supplementary material to this report as “GSEADM2.csv”, “GSEAhypertension.csv”, “GSEAcardiovascular disease.csv” and “GSEAobesity.csv”. Table 1 characterizes the dataset and resource from the GWAS catalog for this GSEA study.
Table 1 Characterization of the selected datasets from GWAS catalog
Traits
Trait ID
Studies
Associations
P-value cutoff
No. of genes
No. of SNPs
Cardiovascular disease (CVD)
EFO_0000319
615
6454
9 x 10-6
3530
5386
Diabetes Mellitus (Type 2)
EFO_0001360
173
4049
9 x 10-6
1810
3149
Hypertension
EFO_0000537
89
731
9 x 10-6
452
674
Obesity
EFO_0001073
36
361
9 x 10-6
258
326
Single nucleotide polymorphisms (SNPs) (pronounced “snips”) are the most common type of genetic variation in humans. Each SNP represents a difference in a single DNA building block called a nucleotide. For example, a SNP can replace the nucleotide cytosine (C) with the nucleotide thymine (T) in a particular section of DNA.
SNPs normally occur everywhere in a person’s DNA, once for every 1,000 nucleotides, which means there are about 4 to 5 million SNPs in a person’s genome. These variations occur in many people; to be classified as an SNP, a variant must be found in at least 1 percent of the population. To date, researchers have found more than 600 million SNPs in populations worldwide.
SNPs are commonly found in DNA between genes, acting as biological markers associated with a particular disease. When SNPs occur within a gene or in a regulatory region near a gene, they directly affect the genetic function or variant of a disease.
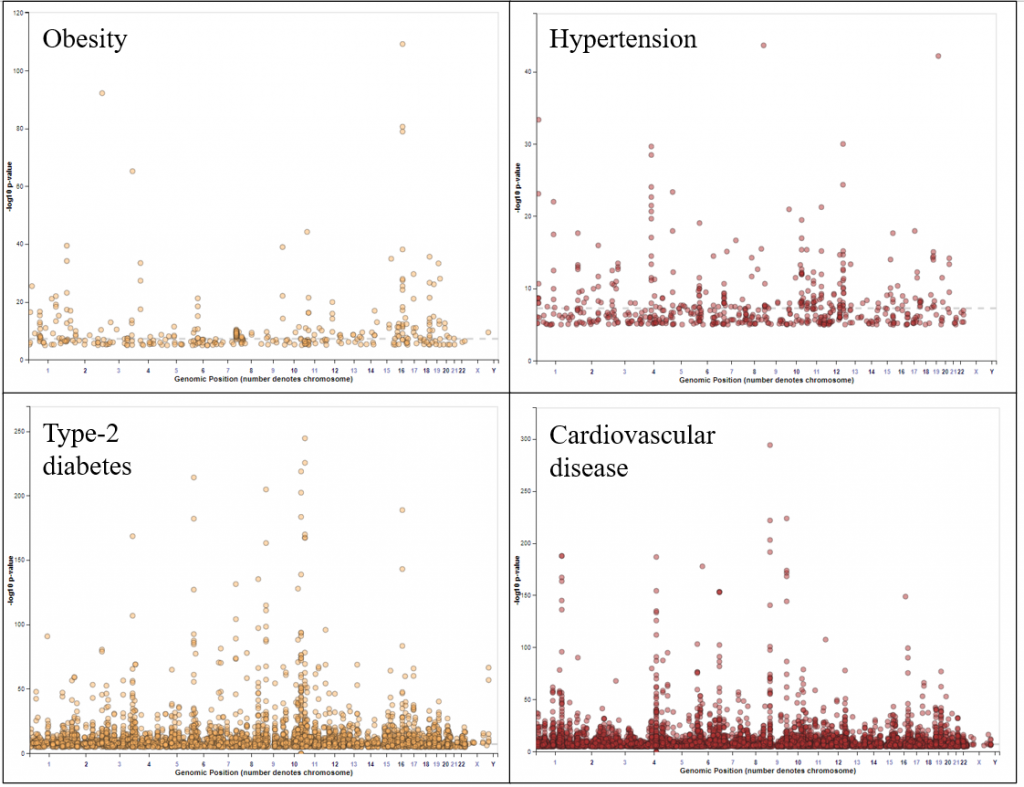
Figure 4 Significant SNP’s or genomic associations in the downloaded cardiometabolic dataset
I then filtered the variant IDs for gene names or gene symbols and then analysed for gene set enrichment analysis in Enrichr [29]. The Manhattan plots of the SNP association of the four diseases have been shown Figure 4 and due to the size of the dataset, the analysis doesn’t reveal significant observations.
Results
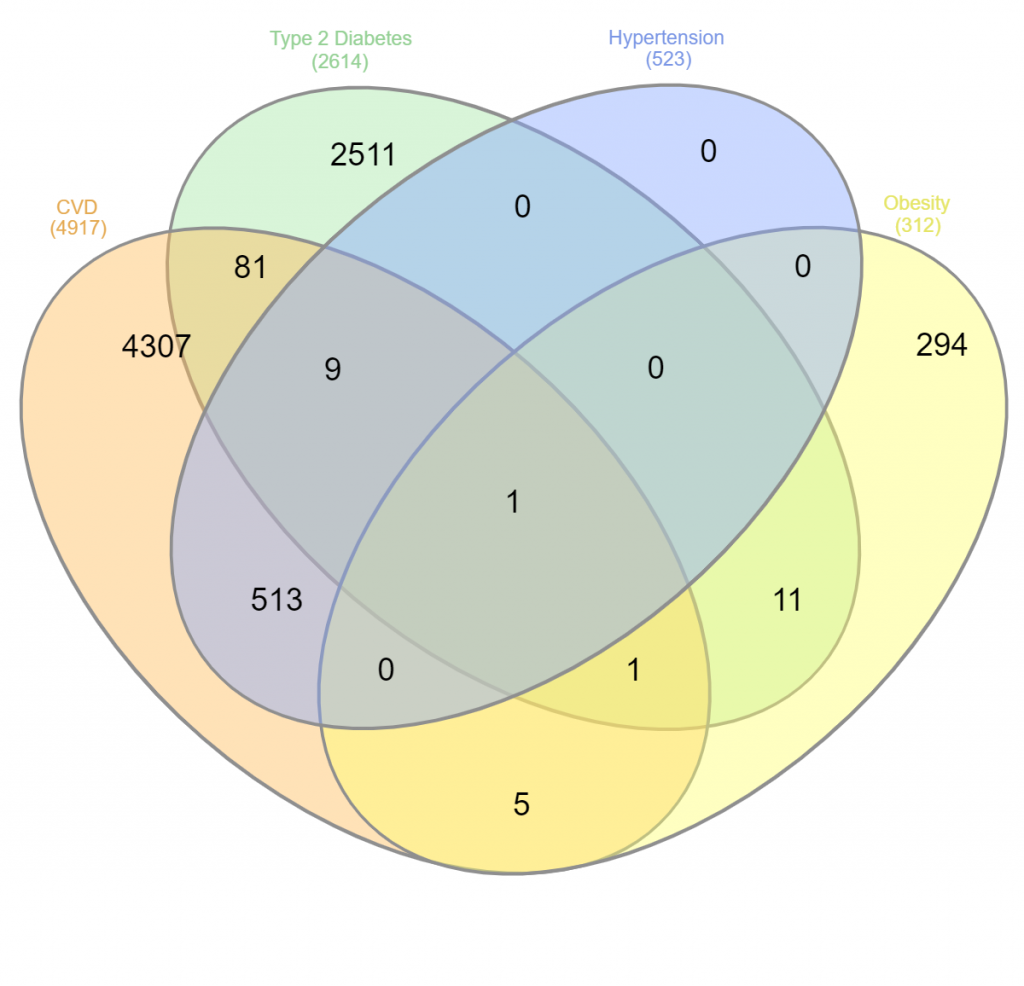
GWAS analysis identified 312 genes for obesity, 523 genes for hypertension, 2614 genes for DM -2, and 4 917 genes for cardiovascular disease (CVD). There were some overlapping gene codes that were removed. But the results are dramatic.
Omg, 2,614 genes can cause diabetes and 4917 genes can cause cardiovascular disease. It looks like humanity is predisposed to get these two diseases. Life is unfair.
While numerous genes are found to affect two disease groups, the number of pleiotropically associated genes decreases significantly-10 genes affect 3 diseases (CVD, DM -2, hypertension) and only 1 single gene affects 4 diseases (CVD, DM -2, obesity, and hypertension). Based on the data set entered, the data are presented in a Venn diagram in which the clearly overlapping areas represent the relationship between hypertension, diabetes, cardiovascular disease, and obesity. Figure 5 is a Venn diagram showing the relationship between the data sets, with each colour representing a condition factor.
Figure 5 Venn diagram for showing the overlapping variant ids in the selected four datasets showing associations discovered: purple (APOE, HECTD4, LINC01405, NME9, OAS1, PURG, SLC39A8, UMOD), orange (SUGP1-rs10401969) and finally red (FTO- rs1421085).
Genetic predisposition to the development of diabetes and hypertension is well established [30, 31], but conclusive evidence remains elusive. For example, of the 43 monogenic variants associated with hypertension, none has been linked to diabetes – a metabolic disease [32].
However, in another example, obesity was associated with RPGRIP1L genes [33], Melanocortin 4 receptor (MC4R) deficiency [34], and GYS2 glycogen synthase [25] with further network analysis identifying common obesity-related genes [35].
The final 9 genes causing three diseases are shown as purple text in Table 2 and as a purple circle in Figure 5. The results of the study are not surprising and appear to be consistent with those reported by [28]. For example, APOE (apolipoprotein E) is known to contribute to lipid metabolism in the mammalian body. One subtype is involved in Alzheimer’s disease and cardiovascular disease. TRIB3 is associated with at least two diseases (DM and hypertension) [36] and ADCY3 can polymorph diabetes, hypertension and obesity [28, 37].
The single gene ” SUGP1-rs10401969″ has been identified as causing CVD, DM -2 and obesity and is shown as orange text in Table 2 and as an orange circle in Figure 5. SUGP1-rs10401969 has been identified as a regulator of cholesterol metabolism and thus may be associated with the phenotype of CVD, type 2 diabetes, and obesity; it has recently been studied as a regulator of cholesterol metabolism [38].
The most interesting finding was that the single gene FTO-rs1421085, which affects all four diseases, was recently associated with increased body weight [39], this gene is shown in Table 2 as red text and in Figure 5 as a red circle.
Table 2 Final list of polymorphic / pleiotropic genes that have been found to cause a combination of CVD, DM-2, hypertension and/or obesity
I didn’t expect this, but this study concludes that hypertension is statistically associated with heart attacks, but the genomic data don’t show a clear association with diabetes. As for the GSEA analysis, although the study finds 9 different genes that could cause both hypertension and diabetes, only one gene “FTO-rs1421085”, the fat mass and obesity-associated protein (FTO) gene, overlaps with all four disease states. This finding suggests further investigation as a potential candidate for gene therapy therapeutics.
Conclusion
GWAS research has uncovered overlapping cardiometabolic relationships for cardiovascular disease and DM [21] and is the most promising approach to uncovering pleiotropic relationships between biomarkers and risk factors for hypertension and diabetes [28, 40].
In my amateur bioinformatics study, I found an overlapping gene, FTO, an enzyme that has been uniquely linked to obesity in humans [41-43] by suppressing mitochondrial thermogenesis in adipocyte progenitor cells. This finding suggests further investigation of the FTO gene as a potential candidate for CRISPR-like therapeutics to treat diabetes and hypertension
However, the etiology of both diseases (DM and hypertension) in cardiometabolic diseases is extremely complex due to pleiotropic and polymorphic relationships and requires further investigation
Imagine a world where we can selectively turn genes on and off to create a stronger or better human? Humans with no diseases? Humans with animal-like characteristics?
Hmmm?
Disclaimer
This study, the experiments, the collection of genotype and phenotype information, the statistical and bioinformatic analysis, and the manuscript were performed solely by me. Please note that I am not an expert in bioinformatics and that all analyzes and methods described in this report have not been peer reviewed or examined for scientific accuracy.
References
1. Domingue, B.W., et al., The social genome of friends and schoolmates in the National Longitudinal Study of Adolescent to Adult Health. Proceedings of the National Academy of Sciences, 2018. 115(4): p. 702-707.
2. Wedow, R., et al., Education, smoking, and cohort change: Forwarding a multidimensional theory of the environmental moderation of genetic effects. American Sociological Review, 2018. 83(4): p. 802-832.
3. Buchanan, A.V., et al., What are genes “for” or where are traits “from”? What is the question? Bioessays, 2009. 31(2): p. 198-208.
4. Chung, H.C., et al., Do exercise-associated genes explain phenotypic variance in the three components of fitness? a systematic review & meta-analysis. PLOS ONE, 2021. 16(10): p. e0249501.
5. Wood, A.R., et al., Defining the role of common variation in the genomic and biological architecture of adult human height. Nature genetics, 2014. 46(11): p. 1173-1186.
6. Archontaki, D., G.J. Lewis, and T.C. Bates, Genetic Influences on Psychological Well-Being: A Nationally Representative Twin Study. Journal of Personality, 2013. 81(2): p. 221-230.
7. Pascual-Torner, M., et al., Comparative genomics of mortal and immortal cnidarians unveils novel keys behind rejuvenation. Proceedings of the National Academy of Sciences, 2022. 119(36): p. e2118763119.
8. Hornyak, G.L., et al., Introduction to nanoscience and nanotechnology. 2008, CRC press. p. 771.
9. Howe, K., et al., The zebrafish reference genome sequence and its relationship to the human genome. Nature, 2013. 496(7446): p. 498-503.
10. Ganna, A., et al., Large-scale GWAS reveals insights into the genetic architecture of same-sex sexual behavior. Science, 2019. 365(6456): p. eaat7693.
11. Topol, Eric J., Individualized Medicine from Prewomb to Tomb. Cell, 2014. 157(1): p. 241-253.
12. Seebacher, F. and J. Krause, Epigenetics of Social Behaviour. Trends in Ecology & Evolution, 2019. 34(9): p. 818-830.
13. Powledge, T.M., Behavioral Epigenetics: How Nurture Shapes Nature. BioScience, 2011. 61(8): p. 588-592.
14. Serrenho, D., S.D. Santos, and A.L. Carvalho, The Role of Ghrelin in Regulating Synaptic Function and Plasticity of Feeding-Associated Circuits. Frontiers in Cellular Neuroscience, 2019. 13.
15. Barrangou, R. and J.A. Doudna, Applications of CRISPR technologies in research and beyond. Nature biotechnology, 2016. 34(9): p. 933-941.
16. Kaminski, M.M., et al., CRISPR-based diagnostics. Nature Biomedical Engineering, 2021. 5(7): p. 643-656.
17. Lino, C.A., et al., Delivering CRISPR: a review of the challenges and approaches. Drug delivery, 2018. 25(1): p. 1234-1257.
18. Terns, M.P. and R.M. Terns, CRISPR-based adaptive immune systems. Current opinion in microbiology, 2011. 14(3): p. 321-327.
19. Baum, K., J.C. Rajapakse, and F. Azuaje, Analysis of correlation-based biomolecular networks from different omics data by fitting stochastic block models. F1000Research, 2019. 8.
20. Solovieff, N., et al., Pleiotropy in complex traits: challenges and strategies. Nature Reviews Genetics, 2013. 14(7): p. 483-495.
21. Atanasovska, B., et al., GWAS as a driver of gene discovery in cardiometabolic diseases. Trends in Endocrinology & Metabolism, 2015. 26(12): p. 722-732.
22. Taraszka, K., N. Zaitlen, and E. Eskin, Leveraging pleiotropy in genome-wide association studies in multiple traits with per trait interpretations. bioRxiv, 2020: p. 2020.05.17.100172.
23. Yang, J.J., L.K. Williams, and A. Buu, Identifying pleiotropic genes in genome-wide association studies from related subjects using the linear mixed model and Fisher combination function. BMC Bioinformatics, 2017. 18(1): p. 376.
24. Xiang, R., et al., Effect direction meta-analysis of GWAS identifies extreme, prevalent and shared pleiotropy in a large mammal. Communications Biology, 2020. 3(1): p. 88.
25. Sookoian, S. and C.J. Pirola, Genetics of the cardiometabolic syndrome: new insights and therapeutic implications. Therapeutic advances in cardiovascular disease, 2007. 1(1): p. 37-47.
26. Rodriguez-Oquendo, A., Translational cardiometabolic genomic medicine. 2015: Academic Press.
27. Sattar, N., M.V. Holmes, and D. Preiss, Research digest: genetics in cardiometabolic disease. The Lancet Diabetes & Endocrinology, 2018. 6(12): p. 922.
28. Sanghera, D.K., et al., Obesity genetics and cardiometabolic health: Potential for risk prediction. Diabetes, Obesity and Metabolism, 2019. 21(5): p. 1088-1100.
29. Chen, E.Y., et al., Enrichr: interactive and collaborative HTML5 gene list enrichment analysis tool. BMC bioinformatics https://maayanlab.cloud/Enrichr/, 2013. 14(1): p. 1-14.
30. Qi, Q., et al., Genetic predisposition to high blood pressure associates with cardiovascular complications among patients with type 2 diabetes: two independent studies. Diabetes, 2012. 61(11): p. 3026-3032.
31. Sowers, J.R., Diabetes mellitus and vascular disease. Hypertension, 2013. 61(5): p. 943-947.
32. Ehret, G.B. and M.J. Caulfield, Genes for blood pressure: an opportunity to understand hypertension. European heart journal, 2013. 34(13): p. 951-961.
33. Speakman, J.R., The ‘fat mass and obesity related’(FTO) gene: mechanisms of impact on obesity and energy balance. Current obesity reports, 2015. 4(1): p. 73-91.
34. Farooqi, I.S., et al., Clinical spectrum of obesity and mutations in the melanocortin 4 receptor gene. New England Journal of Medicine, 2003. 348(12): p. 1085-1095.
35. Su, L.-n., et al., Network analysis identifies common genes associated with obesity in six obesity-related diseases. Journal of Zhejiang University-SCIENCE B, 2017. 18(8): p. 727-732.
36. Zhou, J., et al., Polytropic influence of TRIB3 rs2295490 genetic polymorphism on response to antihypertensive agents in patients with essential hypertension. Frontiers in pharmacology, 2019. 10: p. 236.
37. Saeed, S., et al., Loss-of-function mutations in ADCY3 cause monogenic severe obesity. Nature genetics, 2018. 50(2): p. 175-179.
38. Kim, M.J., et al., SUGP1 is a novel regulator of cholesterol metabolism. Human molecular genetics, 2016. 25(14): p. 3106-3116.
39. Hebbar, P., et al., FTO Variant rs1421085 Associates With Increased Body Weight, Soft Lean Mass, and Total Body Water Through Interaction With Ghrelin and Apolipoproteins in Arab Population. Frontiers in Genetics, 2020. 10.
40. Whitfield, J.B., Genetic insights into cardiometabolic risk factors. The Clinical Biochemist Reviews, 2014. 35(1): p. 15.
41. Loos, R.J. and G.S. Yeo, The bigger picture of FTO—the first GWAS-identified obesity gene. Nature Reviews Endocrinology, 2014. 10(1): p. 51-61.
42. Claussnitzer, M., et al., FTO obesity variant circuitry and adipocyte browning in humans. New England Journal of Medicine, 2015. 373(10): p. 895-907.
43. Katus, U., et al., Association of FTO rs1421085 with obesity, diet, physical activity, and socioeconomic status: A longitudinal birth cohort study. Nutr Metab Cardiovasc Dis, 2020. 30(6): p. 948-959.
This paper discusses some current challenges limiting the adoption of 3D printed metal parts in numerous industries. I review the development of new approaches, methods and strategies that could enhance existing 3D printing processes for metal components and for the manufacturing industry to fully exploit the advantages of additively manufactured metallic components.
1. Introduction
Metal additive manufacturing (AM) or metal 3D printing has come to be progressively popular recently owing to the numerous advantages [1-3]. Today’s advanced 3D metal printers are capable of producing tooling quality pieces that are functionally comparable to the material properties and qualities required of a final manufactured component [1]. The benefits have attracted interest in high-value industries such as aerospace [4, 5] and in biomedical applications [6].
Just as the multi-axis Computer Numerical Control (CNC) milling machine facilitated the production of high-precision and high-quality components, metal 3D printing is now opening a new frontier of design engineering capabilities.
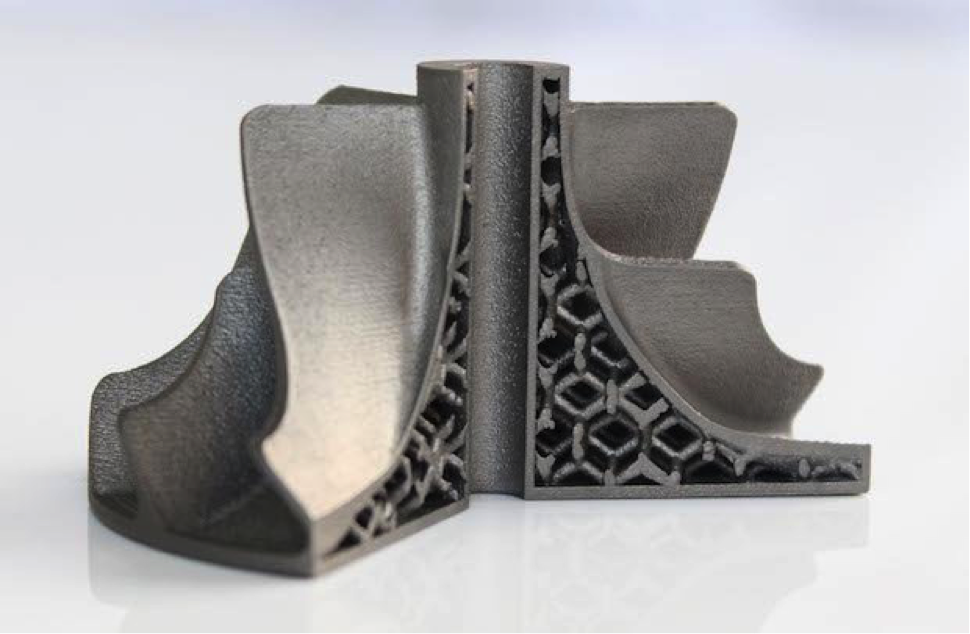
Figure 1 An Australian team successfully designed, printed and test-fired a 3D-printed rocket engine (Image by: Amaero)
3D printing metal parts allows complex designs with intricate internal structures that were once impossible to be manufactured by traditional machining techniques. Novel complicated designs with hollow internal structures are now possible to be printed with a metal AM system, allowing designers to integrate cooling circulatory systems directly within the structure of the part itself, simplifying manufacturing for high-temperature parts such as gas turbines [7] and rocket engines [8-10].
The ability to design complex internal structures directly into a part allows engineers to reduce the number of individual parts drastically by integrating many components into one printable design. This reduced the overall weight of the 3D printed rocket, which led to substantial improvement in performance and reduced fuel consumption [11].
2. Advantages of AM
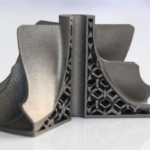
Figure 2 Complex structures that are impossible to traditionally manufacture is now possible with metal 3D printing (Image by: Arup)
For an engineer to design features in a way that is possible to manufacture and assemble, is a skill that has usually required an understanding of conventional tooling and machining limitations. Poor understanding could lead to a design where mounting holes are inaccessibly located at odd angles which no milling machine can accomplish. A fatal flaw that could prevent that design from being realized.
3D printing eliminates all these design limitations. Much of today’s engineering capabilities are determined by what can be built and 3D printing ushers in new design paradigms once deemed impossible. Complex geometries and labyrinthine channels can be accommodated into a design, and where part counts are reduced by combining features into a single shape that previously required the assembly of several components.
Another immediate benefit that 3D printing provides material savings over traditional machining or casting methods. Engineers can perform topology optimization where finite element analysis is used to predict possible stress locations within a design before it is printed and yet remove unnecessary material within the structure, thus allowing the designer to generate an ideal structure prior to printing [12]. The result is a strong yet lightweight component, a property critical in high-performance motorsports or the aerospace industry. On the note of material savings, it then translates to cost savings as well, conventional methods of machining are known as subtractive manufacturing and is an inefficient method as large portions of the original material are wasted.
In the aerospace industry, where parts are milled down from large blocks of raw metals to a final component – up to 90% of the material is cut away [13]. This waste metric is known as the buy-to-fly ratio in aviation [14], which divides the weight of the final part by the weight of the raw material it was manufactured from [15], and expensive materials such as titanium alloy (Ti6AL4V) used in manufacture could have a ratio as high as 1:22 to 1:33 [16, 17], which means more than 90% of the material is wasted.
This massive source of wastage is a cost that 3D printing immediately reduces, where more than 90% of the material powder constitutes the final component. This weight and material savings are fundamentally valuable to the transportation and aviation industry and translate to fuel savings.
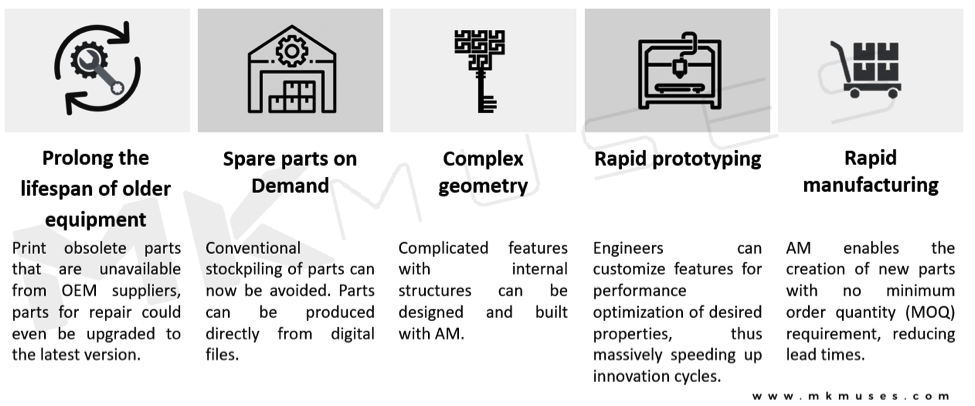
Figure 3 3D printing metal parts brings about numerous advantages over conventional manufacturing processes that were once unfeasible.
Figure 3 depicts the impact of metal 3D printing to a manufacturing infrastructure. Now managers can reduce spare part inventories, as spare parts can now be produced on demand on-site [18-20], this not only minimizes warehousing and logistics costs, the capability also reduces transportation delays and streamlines the delivery of parts and components to where it is crucially needed.
For many engineers, metal 3D printing is both a boon and bane, there is much hype surrounding the promises that 3D printing claims to bring. However, poor understanding of the capabilities and limitations of metal 3D printing at senior management could generate unrealistic expectations of metal 3D printing. Even with all these amazing applications we rarely see 3D printed parts outside of prototyping applications, it is clear the 3D printing can bring about the next industrial evolution – so what is holding metal 3D printing back from going mainstream?
3. Challenges
Figure 4 The metallurgical science of metal forging and part fabrication is a well-established industrial process spanning hundreds of years of know-how (Image by: Shutterstock)
To get a better idea of the obstacles preventing metal 3D printing parts from being approved for mass manufacture, we need to understand some fundamental developments achieved in material science today.
Metallurgy and the art of forming of metal parts is a precise process developed over thousands of years of experience beginning from the blacksmiths of the copper age [21, 22], from learning how to change the carbon content during ore smelting to developing forging processes that affect the crystalline structure of the metal, engineers have perfected methods of hot and cold working to effect the desired material properties [21, 23].
Unfortunately, metal 3D printing processes dispense with most of the established forging techniques of metal part manufacture, and engineers must develop new procedures and develop completely novel techniques for studying and optimizing desired 3D printed-derived material properties.
One of the foremost challenges to adoption of 3D printed metal parts is mechanical performance [24]. Strength- and reliability-related concerns become a critical issue with 3D printed parts that are required for load-bearing [25] which is the primary purpose of many metal parts.
Unfortunately, 3D printed metal parts produced today have inferior mechanical characteristics when compared to a traditionally milled or machined component. Metal 3D printing methods today inherently introduce structural defects that include porosities, residual stress, shrinkage cavities, warping, cracking, and often resultant parts have a surface finish and mechanical performance inferior to parts made by machining [26] and is a contributing cause for premature failure.
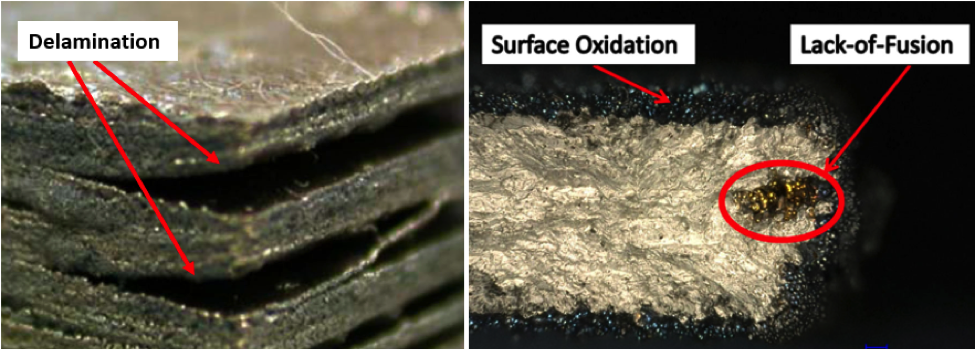
3.1 Defects
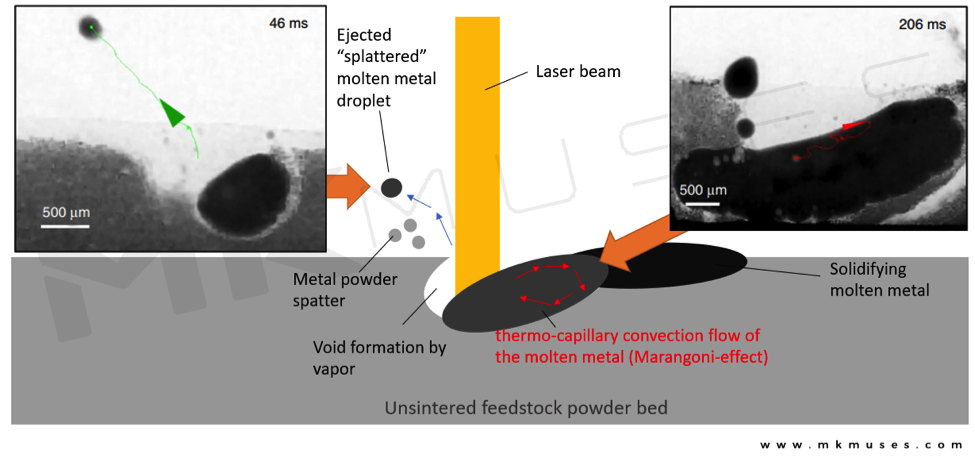
3D printing process-induced defects have been discussed extensively, and these defects cause delamination and fissure formation of the printed part under stress due to weak bonding between layers [27, 28]. One study (see Figure 5) used high-speed synchrotron X-ray imaging and discovered multiple phenomena and molten metal fluid mechanical forces occurring at the melt tracks of the laser-matter boundary.
Figure 5 Leung, C. L. A., et al. revealed numerous physical forces that explains imperfect boundaries formed by laser-matter interaction during direct-energy type printer systems, where high-speed imaging revealed void formation caused by vapor gases, splattering of molten droplets and powder particles and thermo-capillary mass transfer along an interface between molten metal and the previous melt track due to the gradient of the surface tension. (X-ray images from [29])
The team found that the laser-matter melting and subsequent solidification of the molten metal experienced thermo-capillary convection, also known as the “Marangoni effect”, and captured splattering of metal droplets and powder particles. As the laser continues its path, the powder in front of it gets blown away by the vapor pressure, which is undesirable, now there is an insufficient metal powder to melt in that region and instead new beads of molten metal forms ahead of the original track deeper into the powder region which eventually coalesces with the original, see a video of it occurring here.
This study also varied several factors like laser speed and laser power to study their effects on the melt tracks properties where they increased the speed of the laser to a point where the metal particles did not have enough time to heat up and coalesce.
These mechanisms and forces have shown to produce pore migration, void formation, and surface imperfections due to splattered droplets dispersing, cooling, and ensuing re-melting by the laser. The physics behind laser-matter solidification has led to a better understanding of why defects form [29].
3.1.1 Porosity
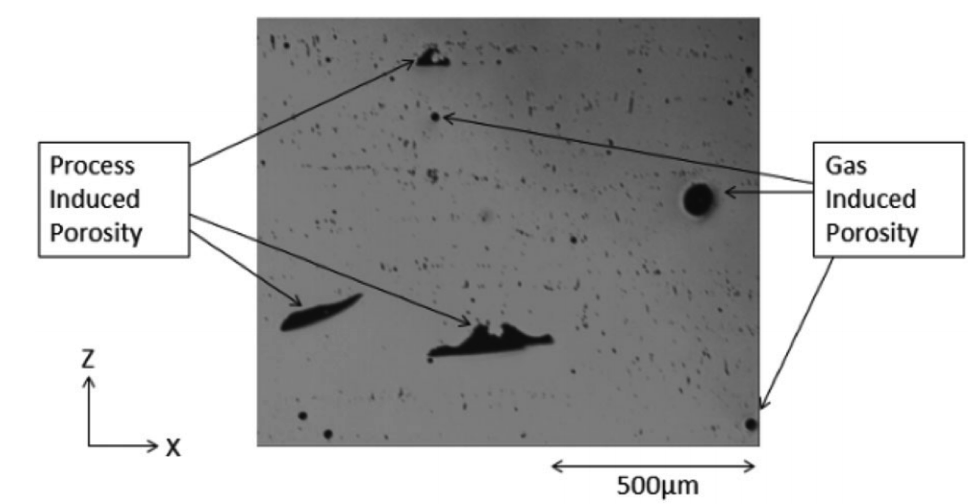
Earlier discussed, pore and void formation can be formed by uneven fluid flow and gas-vapor formation from the laser-matter interaction. Porosity occurs when microscopic cavities form throughout the structure as the part is being printed [30].
Porosity defects can be caused by the AM process itself or from non-homogenous metal powder being used. These voids and pores decrease the general density of the printed part and is a contributing initiator of crack and fatigue stress failures [26].
Figure 6 Process-induced, porosity caused by a lack of sintering or metal powder fusion, leading to entrapped air/gas gaps within the build part, (Image from [27]).
When the metal powder is atomized/sintered by the incoming energy beam, gas pockets can form contained by the metal powder and if there is insufficient laser intensity, the powder particles could fuse unevenly or may not fuse at all.
Pores could also be formed when the powder particles are larger than the layer thickness of the part or if the molten metal fails to flow adequately into the immediate melt region. On the other hand, when the incident laser energy that is too high for the powder material or scan speed, it could cause molten metal droplets to splatter from the laser area, where droplets are ejected from the molten region into surrounding areas, creating a keyhole void [29, 31].
These factors contribute to an imperfect lack of fusion of the metal powder, and under microscopic examination, un-melted powder particles can be observed near a void or pore [27].
3.1.2 Residual Stress
3D metal printing is fundamentally an advanced welding process in 3-axis. Throughout the course of the print, innumerable cycles of repeated heating and cooling, expansion, and contraction occur which result in unpredictable temperature gradients and phase structural changes.
Thermal energy from the sintering causes localized expansion and when the melt pool cools and contracts a high level of residual stress remains. Residual stress in a printed part is highest at the interface of the build plate substrate, being more compressive at the center of the part and more tensile at the edge of the print [32]. When residual stress exceeds the tensile strength of the metal material or substrate, cracking, warpage, deformation, and delamination of the part layers can occur.
3.1.3 Delamination, warpage, and oxidation
If residual stress is not addressed adequately and in addition to pore and void defects within the part, delamination of the layers could occur when the print cools which is considered a print failure and it becomes an unusable part [27]. An irreparable loss of time and material especially if the build time was long or if the part is large.
As a print progresses, the build experiences many cycles of thermal stresses, and as soon as thermal stress surpasses the strength of the substrate, warpage could occur. This is mitigated by positioning appropriate anchor supports in the right locations which are challenging to determine for every geometry.
Figure 7 Failure contributing causes that limit the universality of metal AM today, the left shows delamination of build layers and the right shows oxidation flaws and un-sintered (lack-of-fusion) portions of a build, (image from: [27])
Another issue that could cause cracking and failure is exposure to oxygen and humidity. Ambient factors can cause composition changes in the metal, wherein the instance of titanium alloy (Ti6AL4V), a corresponding increase in oxygen could decrease the content of aluminum.
This is because aluminum has a much lower melting point than titanium, and the energy required to sinter the titanium could potentially vaporize the aluminum and thus altering the composition of the material in the process. To mitigate this issue – an argon-helium environment was developed and reduced oxidation defects at an increased cost of maintaining an inert atmosphere [33].
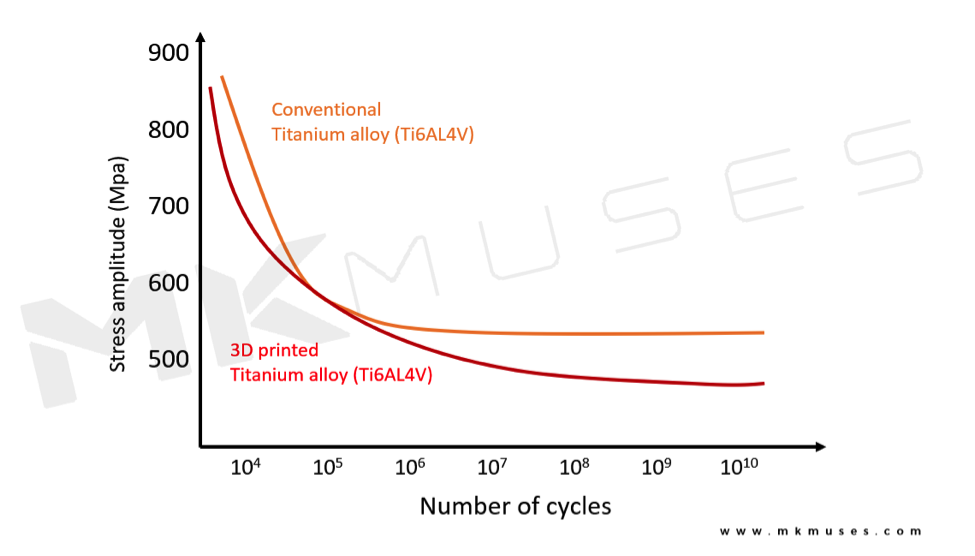
3.2 Earlier failure
Metal parts are used widely in an industry primarily for their high tensile strength over other material types (e.g. polymers, ceramics). The structural strength of the material is critical to the performance of the machinery (engines, moving parts, fastening bolts, and screws) and premature failure is undesirable – a risk engineers cannot afford to take in high-demand applications.
Fatigue life is a measure of how many cycles of stress loading a part can sustain before failure, because of microstructure crack growth and propagation. When a fatigue crack is formed, each loading cycle will increase the size of the crack, producing striations till the part breaks [21, 23]. The fatigue properties of a material are determined by the amplitude of stress applied cyclically to a sample (S-value) and measuring the number of cycles until failure of the specimen (N-value).
The presence of defects discussed earlier within a printed part could invariably lead to failure from metal fatigue – the weakening of material due to stress, materials could fracture below the maximum strength if the part exposed to cyclic stresses such as vibrations and movement for extended periods and this property is a reason why continued preventive maintenance is always needed for machinery.
Figure 8 S-N curve comparing the fatigue strength of titanium alloy (Ti6AL4V) that is 3D printed versus conventionally manufactured part, we can see that the AM part has inferior fatigue strength performance, data from composited from [34, 35].
Figure 5 shows an inferior average fatigue strength of an 3D printed titanium component when compared to a traditionally manufactured counterpart. Earlier cyclic failure of the produced part and reduced stresses to failure have been recorded of the printed component [34-37].
Another issue is that different printer systems will also yield parts of different tensile strengths [5], for example in Table 1, we can see that the same design, when produced by different 3D printing systems, exhibit drastically different strength and performance characteristics. This introduces undesirable tolerances that are critical in aerospace or biomedical applications.
Mechanical Properties
Direct Metal Deposition (DMD)
Laser Metal Deposition (LMD)
Electron Beam melting (EBM)
Direct Metal Laser Sintering (DMLS)
Tensile Strength (MPa)
1.164 + 22
1.211 + 31
946
1.043.3
Yield Strength (MPa)
1.105 + 19
1.100 + 12
848
797.7
Table 1 Tensile properties comparing a titanium alloy (Ti-6Al-4V) component produced by different 3D printing processes, data from [5]
The impact that 3D printed parts fail much sooner which is stopping many of the parts from being approved for applications they are best suited for like aviation.
3.3 Post-processing requirements
The science of metal forging is a well-established industrial practice where careful manipulation of a metal’s internal crystalline structure is done to achieve the desired final properties. Traditional techniques of metallurgical manipulation include annealing, tempering, carburizing, case hardening, and quenching.
Typically, when molten metal is cooled, crystals grow at random from specific nucleation sites and form crystal grains, where the size and structure of these grains then account for the metal’s final material properties. Engineers can control the metal’s hardness and ductility by managing heating and cooling profiles in a specific manner [21, 23].
However, 3D printing processes do not follow conventional metallurgical principles, and as discussed earlier, clearly 3D printing processes are much more complicated than just melting some metal powder together and, in the end, the final products that come directly out of a 3D printer are far from finished still need significant post-processing to obtain the desired material properties [38].
To stress-relief and reduce pore cavities, heat treatment is often required and one post-processing technique is a method known as Hot Isostatic Pressing (HIP) where extremely high heat and pressure is applied, removing pores in the printed part [3, 27, 39, 40]. The process increased the tensile strength of the material by up to two times [40-43], with some processed parts showing tensile properties comparable with annealed wrought samples [39].
Unfortunately, this post-processing step inevitably increases the cost and adds to the necessary infrastructure required, reducing the attractiveness of AM applications outside of prototyping.
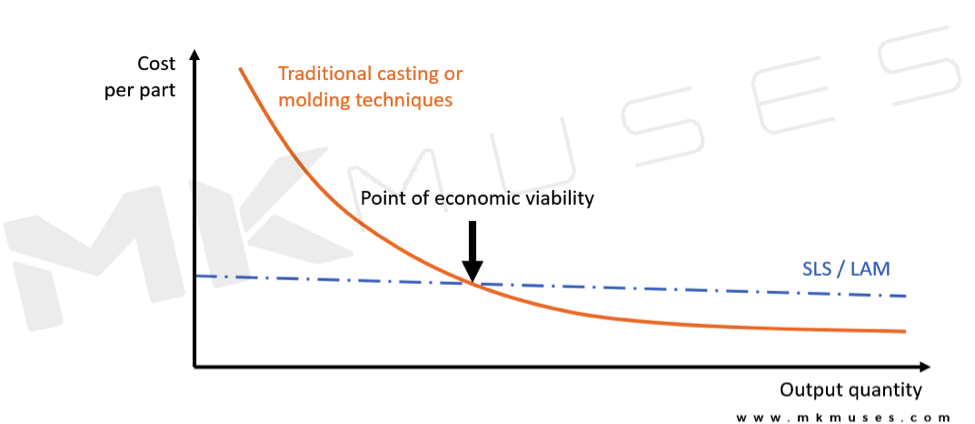
3.4 Cost
The economic cost is an unavoidable metric for designers and engineers and comparisons with existing processes will be made. The challenge with metal 3D printing today is that printing a part is not scalable, the expense of 3D printing is initially dominated by the capital cost of the printer and the cost per part printed will only marginally trend downwards when more parts are printed due to the long print times required for each part.
Unlike die-casting or mold-forming metal parts, where scaling up production quantities is far more practical. The primary cost commences with the machining of a hard mold needed to form the component, and once that is done, parts can then produce en masse in rapid succession with the intervals of part ejection and cooling before the process is restarted.
Figure 9 Example of break-even analysis comparing Selective Laser Sintering (SLS) 3D printed parts versus traditionally manufactured parts, references obtained from [44, 45].
That is unfortunately not the case with 3D printing, Figure 6 shows that costs per part do not decrease significantly regardless of the quantity. This means that it only makes economic sense to utilize 3D printing for complex low-volume production, which is why it is used so frequently in rapid prototyping [44].
On a bright note, just as polymer-extruding Fused Deposition Modeling (FDM) printers have become mainstream amongst hobbyists today, we can soon expect to see metal printers becoming more affordable, largely attributed to expiring patents.
However, it is not just cost preventing 3D printed parts from entering the market, new metal powder materials and improved printing technologies that improve the mechanical performance of 3D printed parts are required to bring 3D printing further mainstream for industrial manufacturing.
4. Recent developments
There are numerous advances in metal 3D printing with new strategies experimented and discussed [46], scientists have found that a gaseous inert environment yielded titanium parts that had superior mechanical characteristics [33], which compliments known titanium forging processes.
The science of metal 3D printing is not a straightforward and simple process as many factors and thermo-kinetic forces influence the outcome of a successful print. To address the problem of porosity forming in a print, engineers must adjust numerous parameters such as laser power, shape, size, and speed of the laser needs to be tuned and modified for specific design geometries – referred to as laser scanning strategy. Engineers have also found that the quality and properties of the powder feedstock are just as important to achieving a quality print.
4.1 Laser scanning strategy
Figure 10 Laser sintering of metal powder is the most common approach for metal 3D printing (image source: GE)
In the pursuit of faster print speeds, numerous studies have shown that faster and higher power lasers do not translate to quality printed parts, instead different scan strategies have been developed with the goal of reducing residual stress, porosity, and to also improve print speeds [27, 30].
The path or route that a laser takes to sinter the metal powder profoundly affects the strength of the final material, this means that how the laser moves have a massive influence on the final mechanical properties of the material [39, 47, 48].
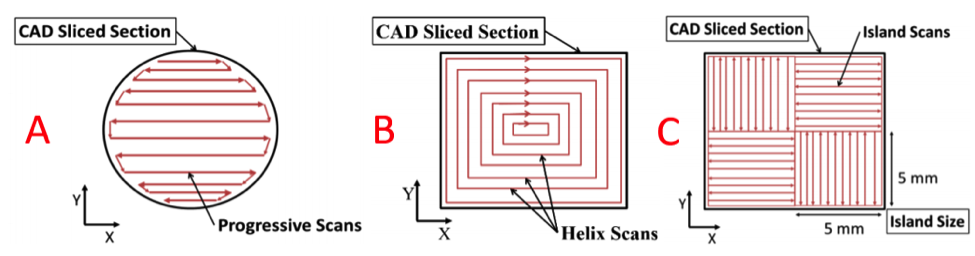
Figure 11 Different scan strategies such as A: progressive “back and forth” scan [49, 50], B: Helical scan [49], C: common island-scanning [30, 39, 51], (figure adapted from [30]).
One of the most common laser scan strategies in commercial 3D printers today is the island scan strategy (Figure 11C) where the checkerboard pattern-oriented perpendicular to each other features interspersed opposing scan lines to lower temperature gradients heat distribution [39, 51]. These islands are formed in a random sequence and are created to alleviate residual stresses that form because of uneven heating and cooling within the metal, which can decrease the part’s overall strength.
As a result, numerous other scan strategies such as the helical [30, 49], progressive scan [51], and island contour scan [30, 39, 51] have been investigated to produce a variety of performance outcomes. Another approach developed is the pulsing of the laser to melt the powder gradually, preventing the splattering of molten droplets [46].
4.2 Powder quality
Figure 12 Raw titanium 3D printing powder, (Image by: 3Dprint.com)
Powder metallurgy has become a critical factor in the outcome of a quality printed part to achieve precise tolerances that are directly dependent on the quality, consistency, size, and shape of the metal powders used [52]. 3D printed parts often have a visible rough surface texture and this can be attributed to the process or the quality of the powder [27].
An ideal powder will exhibit highly consistent size and shape, with tightly controlled particle size distribution and particle size diameters as small as possible is essential for improved flowability on the powder bed. Flowability is essential to ensure a uniform, densely packed layer of powder. The more homogenous a layer is, the denser and less porous the final print will turn out.
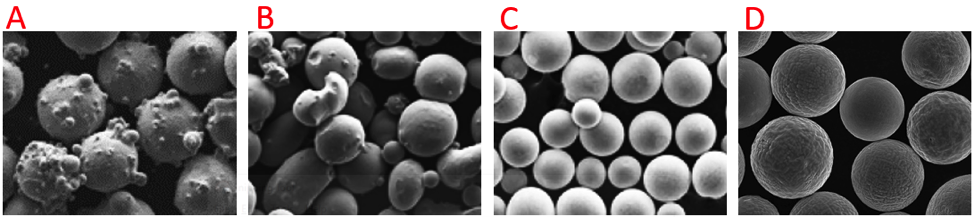
Figure 13 Comparisons of metal powders with increasing homogeneity – produced by A: Gas Atomization, B: Rotary Atomization, C: Plasma Rotating Electrode process (PREP) and D: commercially available equispheres. Image A,B,C adapted from [27], D adapted from https://equispheres.com/)
However, that is difficult to achieve reliably as the production process enters the realm of nanomaterials. Different atomization techniques result in different morphologies [53]. Additionally, a bigger particle size distribution will allow finer particles to fill gaps between larger particles, resulting in a greater density. Counter-intuitively, this decreases the flowability of the powder [9, 38].
Thus, it is important for engineers to have an adequate understanding of the types of powders available, its characteristics, and performance parameters. This knowledge is vital to selecting the right powder for the right 3D printing process for the appropriate part geometry that is to be printed.
5. Conclusion
Figure 14 Aerospace, automotive and biomedical industrial will gain tremendously from metal 3D printing capabilities (image by: https://industrialin.com/)
As discussed, there is numerous process knowledge required for avoiding issues and failed prints in metal AM. Different design geometries require different printing parameters and orientation, which often forces engineers and machine technicians to print the same part multiple times to eventually overcome encountered defects.
Even when a print is complete, the part must be post-processed and tested to guarantee it meets quality and performance requirements. A paradigm shift in design for manufacture thinking is required to fully utilize the potential capabilities of 3D printing metal parts.
This is a very new area of research that is ongoing. The metal 3D printing ecosystem is now seeing young engineers beginning their education with this form of design in mind, letting them create designs that were once deemed impossible.
I believe that there is going to be a fascinating fusion of material science and advanced algorithms designed to optimize and improve 3D printed parts where machine-learned AI does the engineering evaluation of the design and determines the appropriate parameters for a successful print. The future landscape of metal 3D printing will be vastly different in the coming years and new developments in this field could one day enable metal 3D printing to complement or replace traditional manufacturing techniques on a larger industrial scale.
6. References
1. Chua, C.K. and K.F. Leong, 3D printing and additive manufacturing. 2014: World Scientific.
2. Frazier, W.E., Metal Additive Manufacturing: A Review. Journal of Materials Engineering and Performance, 2014. 23(6): p. 1917-1928.
3. Zhang, Y., et al., Additive Manufacturing of Metallic Materials: A Review. Journal of Materials Engineering and Performance, 2018. 27(1): p. 1-13.
4. Joshi, S.C. and A.A. Sheikh, 3D printing in aerospace and its long-term sustainability. Virtual and Physical Prototyping, 2015. 10(4): p. 175-185.
5. Lim, C.W.J., et al., An overview of 3-D printing in manufacturing, aerospace, and automotive industries. IEEE Potentials, 2016. 35(4): p. 18-22.
6. Sing, S.L., et al., Laser and electron‐beam powder‐bed additive manufacturing of metallic implants: A review on processes, materials and designs. Journal of Orthopaedic Research, 2016. 34(3): p. 369-385.
7. Sotov, A., et al. Development algorithm of the technological process of manufacturing gas turbine parts by selective laser melting. in IOP Conference Series: Materials Science and Engineering. 2018. IOP Publishing.
8. Werkheiser, N., NASA additive manufacturing overview. 2017.
9. Rawal, S., J. Brantley, and N. Karabudak. Additive manufacturing of Ti-6Al-4V alloy components for spacecraft applications. in 2013 6th International Conference on Recent Advances in Space Technologies (RAST). 2013.
10. Nickels, L., Inside out 3D printing. Metal Powder Report, 2018. 73(3): p. 148-150.
11. Sotov, A.V., et al., Investigation of the IN-738 superalloy microstructure and mechanical properties for the manufacturing of gas turbine engine nozzle guide vane by selective laser melting. The International Journal of Advanced Manufacturing Technology, 2020. 107(5): p. 2525-2535.
12. Langelaar, M., Topology optimization of 3D self-supporting structures for additive manufacturing. Additive Manufacturing, 2016. 12: p. 60-70.
13. Denkena, B., New Production Technologies in Aerospace Industry: Proceedings of the 4th Machining Innovations Conference, Hannover, September 2013. 2013: Springer Science & Business Media.
14. Barnes, J., A. Kingsbury, and E. Bono. Does” low cost” titanium powder yield low cost titanium parts. in PowderMet 2016 international conference on powder metallurgy. Boston. 2016.
15. Ding, D., et al., Adaptive path planning for wire-feed additive manufacturing using medial axis transformation. Journal of Cleaner Production, 2016. 133: p. 942-952.
16. AB, A., Case study: additive manufacturing of aerospace brackets. Advanced Materials & Processes, 2013. 19.
17. Almeida, P. and S. Williams. Innovative process model of Ti–6Al–4V additive layer manufacturing using cold metal transfer (CMT). in Proceedings of the twenty-first annual international solid freeform fabrication symposium, University of Texas at Austin, Austin, TX, USA. 2010.
18. Khajavi, S.H., J. Partanen, and J. Holmström, Additive manufacturing in the spare parts supply chain. Computers in industry, 2014. 65(1): p. 50-63.
19. Li, Y., et al., Additive manufacturing technology in spare parts supply chain: a comparative study. International Journal of Production Research, 2017. 55(5): p. 1498-1515.
20. Liu, P., et al., The impact of additive manufacturing in the aircraft spare parts supply chain: supply chain operation reference (scor) model based analysis. Production Planning & Control, 2014. 25(13-14): p. 1169-1181.
21. Dieter, G.E. and D. Bacon, Mechanical metallurgy. Vol. 3. 1986: McGraw-hill New York.
22. Tylecote, R.F. and R. Tylecote, A history of metallurgy. 1992: Institute of materials London.
23. Smallman, R.E., Modern physical metallurgy. 2016: Elsevier.
24. Palanivel, S., et al., Friction stir additive manufacturing for high structural performance through microstructural control in an Mg based WE43 alloy. Materials & Design (1980-2015), 2015. 65: p. 934-952.
25. Berman, B., 3-D printing: The new industrial revolution. Business horizons, 2012. 55(2): p. 155-162.
26. Castilho, M., et al., Fabrication of computationally designed scaffolds by low temperature 3D printing. Biofabrication, 2013. 5(3): p. 035012.
27. Sames, W.J., et al., The metallurgy and processing science of metal additive manufacturing. International Materials Reviews, 2016. 61(5): p. 315-360.
28. Gong, H., et al., Influence of defects on mechanical properties of Ti–6Al–4 V components produced by selective laser melting and electron beam melting. Materials & Design, 2015. 86: p. 545-554.
29. Leung, C.L.A., et al., In situ X-ray imaging of defect and molten pool dynamics in laser additive manufacturing. Nature Communications, 2018. 9(1): p. 1355.
30. Hagedorn-Hansen, D., et al., The effects of selective laser melting scan strategies on deviation of hybrid parts. South African Journal of Industrial Engineering, 2017. 28(3): p. 200-212.
31. Qiu, C., et al., On the role of melt flow into the surface structure and porosity development during selective laser melting. Acta Materialia, 2015. 96: p. 72-79.
32. Mukherjee, T., W. Zhang, and T. DebRoy, An improved prediction of residual stresses and distortion in additive manufacturing. Computational Materials Science, 2017. 126: p. 360-372.
33. Pauzon, C., et al., Argon-helium mixtures as Laser-Powder Bed Fusion atmospheres: Towards increased build rate of Ti-6Al-4V. Journal of Materials Processing Technology, 2020. 279: p. 116555.
34. Benedetti, M., et al., Fatigue limit of Ti6Al4V alloy produced by Selective Laser Sintering. Procedia Structural Integrity, 2016. 2: p. 3158-3167.
35. Janeček, M., et al., The Very High Cycle Fatigue Behaviour of Ti-6Al-4V Alloy. Acta Physica Polonica, A., 2015. 128(4).
36. Sterling, A., et al., Fatigue behaviour of additively manufactured Ti-6Al-4 V. Procedia Engineering, 2015. 133: p. 576-589.
37. Edwards, P. and M. Ramulu, Fatigue performance evaluation of selective laser melted Ti–6Al–4V. Materials Science and Engineering: A, 2014. 598: p. 327-337.
38. Tian, Y., et al., Influences of processing parameters on surface roughness of Hastelloy X produced by selective laser melting. Additive Manufacturing, 2017. 13: p. 103-112.
39. Qiu, C., N.J.E. Adkins, and M.M. Attallah, Microstructure and tensile properties of selectively laser-melted and of HIPed laser-melted Ti–6Al–4V. Materials Science and Engineering: A, 2013. 578: p. 230-239.
40. Antona, P. and C. Mapelli, Hot Isostatic Pressing (HIP): the State of the Art & Improvement on Two Steels. Metallurgical Science and Tecnology, 2001. 19(2).
41. Wu, M.-W. and P.-H. Lai, The positive effect of hot isostatic pressing on improving the anisotropies of bending and impact properties in selective laser melted Ti-6Al-4V alloy. Materials Science and Engineering: A, 2016. 658: p. 429-438.
42. Popovich, V., et al., Impact of heat treatment on mechanical behaviour of Inconel 718 processed with tailored microstructure by selective laser melting. Materials & Design, 2017. 131: p. 12-22.
43. Sotov, A., et al., Investigation of the Ni-Co-Cr alloy microstructure for the manufacturing of combustion chamber GTE by selective laser melting. The International Journal of Advanced Manufacturing Technology, 2019. 101(9-12): p. 3047-3053.
44. Ruffo, M., C. Tuck, and R. Hague, Cost estimation for rapid manufacturing-laser sintering production for low to medium volumes. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 2006. 220(9): p. 1417-1427.
45. Hopkinson, N. and P. Dicknes, Analysis of rapid manufacturing—using layer manufacturing processes for production. Proceedings of the Institution of Mechanical Engineers, Part C: Journal of Mechanical Engineering Science, 2003. 217(1): p. 31-39.
46. Wimpenny, D.I., P.M. Pandey, and L.J. Kumar, Advances in 3D printing & additive manufacturing technologies. 2017: Springer.
47. Wu, A.S., et al., An experimental investigation into additive manufacturing-induced residual stresses in 316L stainless steel. Metallurgical and Materials Transactions A, 2014. 45(13): p. 6260-6270.
48. Gong, H., et al., Analysis of defect generation in Ti–6Al–4V parts made using powder bed fusion additive manufacturing processes. Additive Manufacturing, 2014. 1-4: p. 87-98.
49. Bo, Q., et al., The helix scan strategy applied to the selective laser melting. The International Journal of Advanced Manufacturing Technology, 2012. 63(5-8): p. 631-640.
50. Yuan, P. and D. Gu, Molten pool behaviour and its physical mechanism during selective laser melting of TiC/AlSi10Mg nanocomposites: simulation and experiments. Journal of Physics D: Applied Physics, 2015. 48(3): p. 035303.
51. Carter, L.N., et al., The influence of the laser scan strategy on grain structure and cracking behaviour in SLM powder-bed fabricated nickel superalloy. Journal of Alloys and Compounds, 2014. 615: p. 338-347.
52. DeNigris, J., Taking control of metal powder properties: Exploring the benefits of real-time particle sizing. Metal Powder Report, 2018. 73(4): p. 202-207.
53. McCracken, C.G., C. Motchenbacher, and D.P. Barbis, REVIEW OF TITANIUM-POWDER-PRODUCTION METHODS. international journal of powder metallurgy, 2010. 46(5).
This post explores current advances, where new additive manufacturing methods and strategies could revolutionize drug and therapeutic delivery, and the impetus driving the idealized future of on-demand engineering of personalized medicine leading to parallel innovation in drug manufacturing and delivery in the healthcare and pharmaceutical industry.
1. Introduction
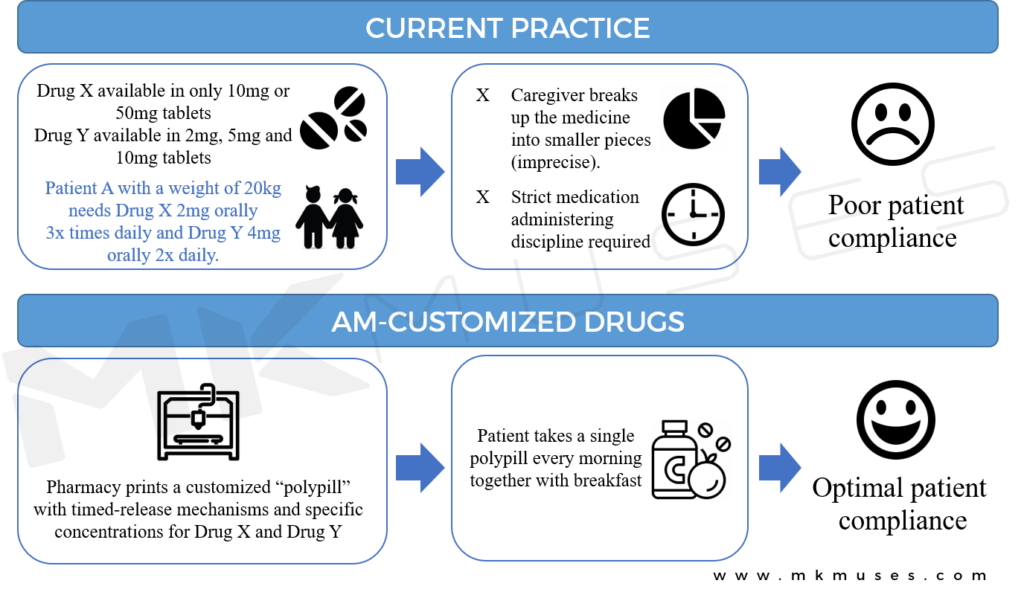
Ever had the need to pop several pills at different times throughout a day? It is a pain.
The need to deliver appropriate therapeutic for an individual has been a long-standing challenge for the medical industry. Today medicinal drugs typically involve appropriate dosing of an active compound with respect to a patient, or specific route of administration of the drug (oral, intravenous, nasal, epidermal, etc.), specifically controlled release formulation [1] or specialized drug nanoparticles [2].
The problem with Drug Delivery Systems (DDS) is that it is a challenge to administer the appropriate quantity of therapeutic agents in humans at the right time. Administering drug dosage typically involves the bioengineering of optimal drug pharmacokinetics, efficacy, management and understanding of absorption and metabolism of the drug by controlling the effect and target sites, release rates and mechanism within a human body [3].
Today, almost all pharmaceutical companies use compression force to mold-form a pill, but this limitation in long-standing traditional manufacturing processes typically restricts the ingredient variability and manufacturing flexibility of the type and dosage of medication that can be produced [4], and employing new DDS formulation or chemistry into an antiquated manufacturing line is often economically unfeasible.
The advantages of 3D-printing have brought about tremendous new capabilities in other industries and are well documented in terms of advantages and limitations [5] and medical professionals have begun to evaluate the potential of 3D-printing drugs to capitalize on this new approach for better drug delivery [6, 7].
2. Current Landscape
A major problem in healthcare today is the challenge of dosing. It is unfeasible for pharmaceuticals to manufacture numerous pill sizes and dose concentrations for every single patient where drug doses are often dependent on patient weight and frequency of administration depending on the pathology.
For example, drug X comes in 1mg or 10mg tablets, but what happens when the dosage for a child’s weight requires 7mg? A doctor could prescribe a dose of seven 1mg tablets or instruct the guardian or parent to break a 10mg tablet into half and take a half-tablet (5mg) and two 1mg tablets.
As you can imagine, amenability will not be good and the tendency to mistake the dosage could lead to an under- or over-dose of the medication. Both are undesirable. This is where 3D-printing has been explored extensively in personalized medicine (PM).
3D-printing drugs enables customization and modification of medication to fit individuals to reduce side effects (specific doses) or mitigate the need for multiple-pill regime (multi-ingredients).
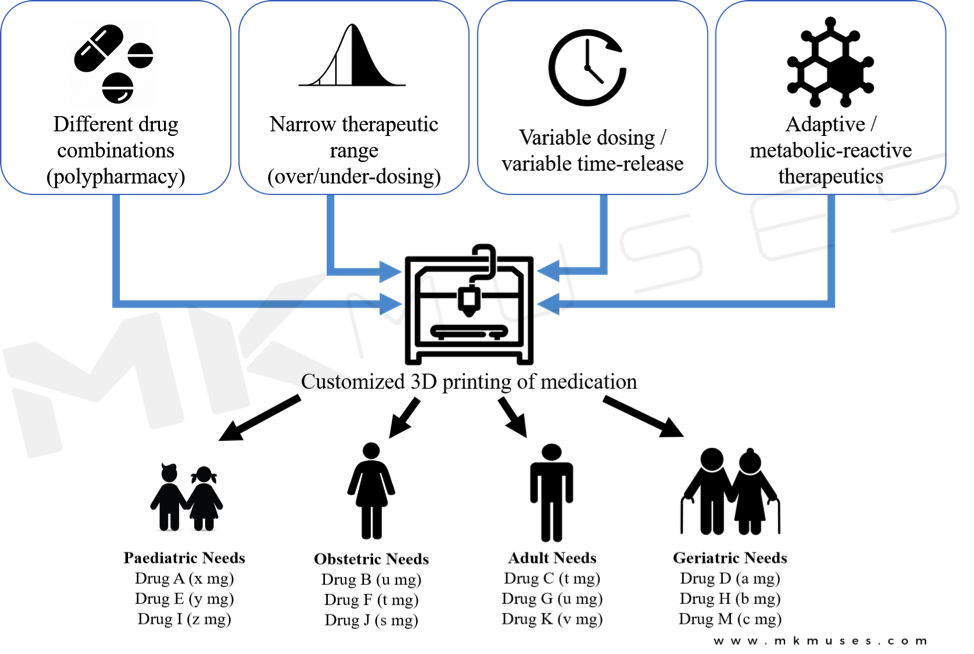
PM generally consists of designing effective treatment formulation to meet the attributes and specific needs of each patient, with the objective of administering the right drug at the precise dose and appropriate time [8], regularly involving data-driven insights from metabolic and genotype testing of the patient [9].
3D-printing drugs enable caregivers to engineer the release profiles of a drug structurally and chemically without changing the active therapeutic ingredient, and numerous approaches have been studied [10, 11]. In 2015, the FDA approved the world’s first 3D-printed tablet Spritam (levetiracetam), to treat onset seizures and epilepsy [12, 13]. The structure allows the tablet to dissolve instantly within the patient’s mouth, a major characteristic desirable when doctors are prescribing the drug to children and patients with dysphagia.
Figure 1: The world’s first FDA-approved 3D-printed pill (image by Aprecia pharmaceuticals, more here https://www.spritam.com/)
Another immediate appeal of 3D-printing drugs is personalized dosing [14] to avoid medication-related toxicities associated with extremely potent drugs such as theophylline and prednisolone [4, 15], and side effects associated with unsuitable drug concentrations with regards to the patient’s mass [16, 17]. Today, patients must take multiple pills of the same type or break up pills to achieve the desired concentrations – a tedious task that is inconvenient and prone to errors, especially when a pill regime occurs several times a day.
Additional benefits that 3D-printing drugs bring are controllable drug release profiles that are achieved by engineering variable solubilities of printed polymeric materials [16]. By depositing soluble, insoluble or hygroscopic polymers to encapsulate the active pharmaceutical agent [18–23], or by structural engineering a break-away design [24], researchers were able to print a cough-expectorant guaifenesin with similar release profiles as the commercial tablet [25], and by varying the thinness of the capsule, two time-delayed doses could be released in one capsule [26].
Besides specific-release capsules enabled by 3D-printing, a new generation of therapeutics referred to as a “polypill” leverages on 3D-printing to produce physical structures in an encapsulation design that contains multiple therapeutic agents of different release profiles.
Figure 2: Comparing the advantages between conventional drug dosing therapies and an ideal situation when AM-customized drugs enable optimal patient compliance.
The capacity to embed several active pharmaceutical ingredients in a single pill that can be designed to dissolve to fit specific eluting profiles cannot be understated. 3D-printed polypills mean that profile-specific compartments can be printed in different sections of the pill to release the necessary dose at different times for improved patient outcomes.
Today, researchers have printed multiple different drugs into a single polypill [27–30], demonstrating the feasibility of 3D-printing as a driving platform for multi-drug therapy and an era of specific and personalized medication prescription.
Polypills that feature timed-delayed doses [26] and with multiple therapeutics in one capsule [27] and/or both characteristics [29] is particularly beneficial to juvenile and elderly patients in improving compliance to a medical regime as a single polypill replaces multiple pills, often an unpleasant activity when one has to take numerous pills several times a day [31, 32].
Figure 3: Dr. Khaled’s team from the University of Nottingham 3D printed a polypill multiple therapeutic formulations and customized release profiles, image from [29].
Today, complex structures of 3D-printed tablets with specific-release dosage and profiles have been extensively designed [11, 29, 33, 34] with the objective of improving patient compliance when patients suffer from conditions that require a cocktail of medications orally ingested at different times of the day.
In fact, it is possible for drugs to be administered only during disease emergent events, and 3D-printing is the enabler of an even newer generation of “reactive” or “adaptive” drugs.
3. New Opportunities
3D-printed drugs distinguish themselves from traditional manufacturing processes via structural engineering, on-demand fabrication of the medicine and precision dosing. Figure 4 lists a few advantages where 3d printed drugs will benefit different patient needs and requirements. However, today’s 3D-printed drugs simply involve the deposition of a therapeutic agent into a type of polymeric binding material. Is there possibly an even better way to deliver drugs as and when they are needed?
Figure 4: The opportunities of 3D-printing for future advanced therapeutic prescriptions would enable a new generation of pharmaceutical capabilities in customized drugs that is optimized to each patient, reducing ingredient wastage and side-effects of incorrect dosing.
Recent advances in DDS include nanomedicine “smart” drugs with smart-targeting capabilities [35], where drug releases are triggered by stimuli and released on-demand instead of mere delayed release via polymer dissolving mechanisms [36]. Such extended-release smart nanoparticle-based drugs [2, 37–40] could be loaded into a 3D-printing system to enhance the capabilities of a polypill even further.
A smart polypill perhaps?
Patients under customized therapeutics displayed improved outcomes much quicker than patients who did not undergo pharmacogenetic testing [33]. Smart polypills could also benefit patients who are suffering from chronic but infrequent illnesses where the drugs are released when the smart nanoparticles are activated by targeted markers. In fact, there is already an emerging field in PM referred to as “theranostics” [41, 42], where specific targeted nanomedicine therapy is based on individual diagnostic tests [43].
The boundaries of smart adaptive drugs that react to the changing biochemistry of a patient are further challenged with the idea of “chemprinters” – the 3D printing of actual molecules. Researchers at the University of Glasgow first printed microfluidic channels [44], then progressed to the digitization of a multi-step process that eventually allowed them to print out molecules [45], watch a YouTube video of their process here.
In 2012, Dr. Lee Cronin delivered a very inspiring TED talk on his team’s vision of a 3D printer that can print out therapeutic molecules with a visionary future of printing your own medicine using chemical inks, watch his TED talk here.
The team’s vision is that once molecular chemistry can be printed, with a few universal “reagent inks”, therapeutic agents and medicinal chemistry are very possible in the near future [46].
Imagine being able to download the organic blueprint for a desired molecule and a futuristic pharmaceutical printer that is able to print downloadable drugs on demand.
4. Challenges
Figure 5: Some foreseeable challenges involving technological, regulatory and clinical hurdles that will need to be overcome for 3D-printed drugs to become mainstream. Figure drawn by the MKmuses.
As with new and exciting technologies where 3D-printing is advancing the field of drug delivery, there are challenges that need to be addressed before 3D-printed drugs become mainstream [8].
Regulatory Challenges
When different therapeutic drugs are compounded in a pharmaceutical setting in a printed polypill, the varying practices and types of equipment used will present a challenge in quality assurance and compliance.
How will the FDA qualify and access the varied amalgamations of medicines in a single tablet that has not ever been studied in a clinical trial? Although the FDA encourages the development of 3D-printing technologies and is currently updating its regulations to represent the nascent field of 3D-printed drugs to protect public health, these questions remain. In 2015, the FDA’s Centre for Drug Evaluation and Research’s Emerging Technology Team issued a draft guidance providing recommendations to pharmaceutical companies on new medical technologies such as 3D printing and 3D-printed drugs [47], and the promise is that FDA is engaged to address and eliminate potential barriers to the adoption of 3D-printed drugs [48].
Technological Challenges
Quality and safety will no doubt be a priority, and a recurring challenge is the reliability and purity of reagents and print cartridges and/or materials available to democratize 3D-printed drugs. Standards in pharmaceutical manufacturing facilities are high and meet international standards, so the key matter is how the same standards translate in a smaller pharmacy environment. A major concern is that contaminated or defective materials may yield a faulty drug product that may pose an even greater threat than the 3D printer.
Moreover, the limited availability of suitable bio-materials and understanding of the compatibility requirements of different drugs and printing conditions will pose a challenge to healthcare professionals [34].
Clinical Challenges
The various stakeholders will need to consider the potential medical liability implications. For example, is a digital design or schematic for a polypill sufficient grounds for responsibility in the event of an adverse incident or a malpractice suit? Or is it the manufacturer of the 3D printer, the biomedical engineer who printed the pill or the drug companies who provided the excipient or active ingredients?
Whilst there has been no published litigation involving 3D-printed therapeutics yet and therefore no precedent, the question here is that the involvement and level of liability of the various parties are not immediately clear and each participant across the manufacturing spectrum could be liable for legal consequences. Pharmaceutical companies developing and producing 3D-printed drugs will need to develop a strategy protecting and licensing digital drug designs legally.
5. Conclusion
Challenges notwithstanding, there is little doubt that 3D-printing promises incredible advantages over existing drug-manufacturing technologies plus prescription practices and promises to improve the quality of life.
The advantages of 3D-printied drugs discussed in this paper outweigh the challenges mentioned. The ability to optimize dosage and reduce multi-drug regimens provides both long-term and immediate wellbeing results for chronic patients with a range of ailments.
3D-printing drugs are poised to drive the adoption of PM, and the benefit it brings to reducing medication-related side effects and compliance cannot be understated [8]. Patients are far likelier to comply with a reduced pill regime, and increased adherence leads to better disease management and better health outcomes [28, 29].
I think that the potential of adaptive/smart printable drugs on demand is a future yet to be explored and this newest advancement in medicine and continued innovation involving 3D-printed therapeutics is an exciting field that will prove that the individual patient will be the greatest ultimate beneficiary.
6. References
1. Santos, H., et al., Mesoporous materials as controlled drug delivery formulations. Journal of drug delivery science and technology, 2011. 21(2): p. 139-155.
2. Allen, T.M. and P.R. Cullis, Drug delivery systems: entering the mainstream. Science, 2004. 303(5665): p. 1818-1822.
3. Jain, K.K., Drug delivery systems. Vol. 2. 2008: Springer.
4. Norman, J., et al., A new chapter in pharmaceutical manufacturing: 3D-printed drug products. Advanced drug delivery reviews, 2017. 108: p. 39-50.
5. Chua, C.K. and K.F. Leong, 3D printing and additive manufacturing. 2014: World Scientific.
6. Hsiao, W.-K., et al., 3D printing of oral drugs: a new reality or hype? 2018, Taylor & Francis.
7. Lamichhane, S., et al., Complex formulations, simple techniques: Can 3D printing technology be the Midas touch in pharmaceutical industry? Asian Journal of Pharmaceutical Sciences, 2019. 14(5): p. 465-479.
8. Trivedi, M., et al., Additive manufacturing of pharmaceuticals for precision medicine applications: A review of the promises and perils in implementation. Additive Manufacturing, 2018. 23: p. 319-328.
9. Aneesh, T., et al., Pharmacogenomics: the right drug to the right person. Journal of clinical medicine research, 2009. 1(4): p. 191.
10. Lepowsky, E. and S. Tasoglu, 3D printing for drug manufacturing: A perspective on the future of pharmaceuticals. Int J Bioprint, 2018. 4(1): p. 119.
11. Jamróz, W., et al., 3D printing in pharmaceutical and medical applications–recent achievements and challenges. Pharmaceutical research, 2018. 35(9): p. 176.
12. Fitzgerald, S., FDA Approves First 3D-printed epilepsy drug experts assess the benefits and caveats. Neurology Today, 2015. 15(18): p. 26-27.
13. Kumar, H., et al., Three-dimensional drugs: A new era in the pharmaceutical development. Indian journal of pharmacology, 2017. 49(6): p. 417.
14. Alomari, M., et al., Personalised dosing: printing a dose of one’s own medicine. International journal of pharmaceutics, 2015. 494(2): p. 568-577.
15. Sandler, N., et al., Inkjet printing of drug substances and use of porous substrates‐towards individualized dosing. Journal of pharmaceutical sciences, 2011. 100(8): p. 3386-3395.
16. Moulton, S.E. and G.G. Wallace, 3-dimensional (3D) fabricated polymer based drug delivery systems. Journal of Controlled Release, 2014. 193: p. 27-34.
17. Preis, M. and H. Öblom, 3D-printed drugs for children—are we ready yet? AAPS PharmSciTech, 2017. 18(2): p. 303-308.
18. Melocchi, A., et al., Hot-melt extruded filaments based on pharmaceutical grade polymers for 3D printing by fused deposition modeling. International journal of pharmaceutics, 2016. 509(1-2): p. 255-263.
19. Maroni, A., et al., Erodible drug delivery systems for time-controlled release into the gastrointestinal tract. Journal of Drug Delivery Science and Technology, 2016. 32: p. 229-235.
20. Melocchi, A., et al., 3D printing by fused deposition modeling (FDM) of a swellable/erodible capsular device for oral pulsatile release of drugs. Journal of Drug Delivery Science and Technology, 2015. 30: p. 360-367.
21. Zhang, J., et al., Hydroxypropyl methylcellulose-based controlled release dosage by melt extrusion and 3D printing: Structure and drug release correlation. Carbohydrate polymers, 2017. 177: p. 49-57.
22. Kempin, W., et al., Assessment of different polymers and drug loads for fused deposition modeling of drug loaded implants. European Journal of Pharmaceutics and Biopharmaceutics, 2017. 115: p. 84-93.
23. Trenfield, S.J., et al., 3D printing pharmaceuticals: drug development to frontline care. Trends in pharmacological sciences, 2018. 39(5): p. 440-451.
24. Arafat, B., et al., Tablet fragmentation without a disintegrant: A novel design approach for accelerating disintegration and drug release from 3D printed cellulosic tablets. European Journal of Pharmaceutical Sciences, 2018. 118: p. 191-199.
25. Khaled, S.A., et al., Desktop 3D printing of controlled release pharmaceutical bilayer tablets. International journal of pharmaceutics, 2014. 461(1-2): p. 105-111.
26. Maroni, A., et al., 3D printed multi-compartment capsular devices for two-pulse oral drug delivery. Journal of Controlled Release, 2017. 268: p. 10-18.
27. Robles-Martinez, P., et al., 3D printing of a multi-layered polypill containing six drugs using a novel stereolithographic method. Pharmaceutics, 2019. 11(6): p. 274.
28. Khaled, S.A., et al., 3D printing of five-in-one dose combination polypill with defined immediate and sustained release profiles. Journal of controlled release, 2015. 217: p. 308-314.
29. Khaled, S.A., et al., 3D printing of tablets containing multiple drugs with defined release profiles. International journal of pharmaceutics, 2015. 494(2): p. 643-650.
30. Park, K., 3D printing of 5-drug polypill. Journal of Controlled Release : Official Journal of the Controlled Release Society, 2015. 217:352.
31. Cargill, J.M., Medication compliance in elderly people: influencing variables and interventions. Journal of advanced nursing, 1992. 17(4): p. 422-426.
32. Tashkin, D.P., Multiple dose regimens: impact on compliance. Chest, 1995. 107(5): p. 176S-182S.
33. Okwuosa, T.C., et al., A lower temperature FDM 3D printing for the manufacture of patient-specific immediate release tablets. Pharmaceutical research, 2016. 33(11): p. 2704-2712.
34. Palo, M., et al., 3D printed drug delivery devices: perspectives and technical challenges. Expert review of medical devices, 2017. 14(9): p. 685-696.
35. Anderson, J.M. and S.W. Kim, Recent advances in drug delivery systems. 2012: Springer Science & Business Media.
36. Davoodi, P., et al., Drug delivery systems for programmed and on-demand release. Advanced drug delivery reviews, 2018. 132: p. 104-138.
37. Kalaydina, R.-V., et al., Recent advances in “smart” delivery systems for extended drug release in cancer therapy. International journal of nanomedicine, 2018. 13: p. 4727.
38. Muñoz-Juan, A., et al., Latest Advances in the Development of Eukaryotic Vaults as Targeted Drug Delivery Systems. Pharmaceutics, 2019. 11(7): p. 300.
39. Patra, J.K., et al., Nano based drug delivery systems: recent developments and future prospects. Journal of nanobiotechnology, 2018. 16(1): p. 71.
40. Sun, H., Y. Zhang, and Z. Zhong, Reduction-sensitive polymeric nanomedicines: an emerging multifunctional platform for targeted cancer therapy. Advanced drug delivery reviews, 2018. 132: p. 16-32.
41. Chen, G., et al., Upconversion nanoparticles: design, nanochemistry, and applications in theranostics. Chemical reviews, 2014. 114(10): p. 5161-5214.
42. Kelkar, S.S. and T.M. Reineke, Theranostics: combining imaging and therapy. Bioconjugate chemistry, 2011. 22(10): p. 1879-1903.
43. Lim, E.-K., et al., Nanomaterials for theranostics: recent advances and future challenges. Chemical reviews, 2015. 115(1): p. 327-394.
44. Kitson, P.J., et al., Configurable 3D-Printed millifluidic and microfluidic ‘lab on a chip’reactionware devices. Lab on a Chip, 2012. 12(18): p. 3267-3271.
45. Kitson, P.J., et al., Digitization of multistep organic synthesis in reactionware for on-demand pharmaceuticals. Science, 2018. 359(6373): p. 314-319.
46. Symes, M.D., et al., Integrated 3D-printed reactionware for chemical synthesis and analysis. Nature chemistry, 2012. 4(5): p. 349-354.
47. Coburn, J.C. and G.T. Grant, FDA regulatory pathways and technical considerations for the 3D printing of medical models and devices, in 3D Printing in Medicine. 2017, Springer. p. 97-111.
48. Di Prima, M., et al., Additively manufactured medical products–the FDA perspective. 3D printing in medicine, 2016. 2(1): p. 1-6.
I’m a movie hound and cinephile. There’s
nothing quite like the big screen and the creative talent and effort of
thousands of film crew to deliver an impressionable story. Every year, hundreds
of films from all around the world demand our attention and money and most of
the times our decision to watch a movie is influenced by social recommendations
and I have given many endorsements myself.
That got me thinking, what makes a movie worth
watching? Undoubtedly, critiquing a movie reveals a personal impression of the
viewer (myself). Although over the years, I’ve found that my personal scores
fluctuate between the popular movie review platforms such as Rotten
Tomatoes, Metacritic and IMDB and couldn’t be consistently
associated with any single platform.
Back in college, I enrolled in a film-study module
where we academically explored various modern media and the effects on social
trends and popular culture. That was fun.
Today, I am delighted to share my judging
criterion that is independent of genre, gender or cast. The categories are
based on a simple 1-point score with 0.1-point variable for each category for a
theoretical maximum total of 5 points (a perfect movie). A single 0.5-point
demerit for lack of originality; scoring is based on the following criteria:
😎 Character development
💬 Relationships and interactions and emotional engagement
📄 Story premise and plot structure
🎞️ Scenes, re-watchability and entertainment value
👁️ Cinematography, visual presentation and innovative filming techniques
💎 Originality – Demerit or bonus (up to 0.5 points)
😎Character Development
How characters are introduced and developed
throughout the film gives its distinct association. No movie is possible
without it’s characters and this score is obviously holds the top priority.
Is the animated character
distinctive? Is the actor able to convey the character’s personality, beliefs,
motivations convincingly towards the viewer? The better the characters are
developed (backstory, prejudice, preferences), the better the momentum of the
movie.
Without actor nor actress bias, I
thought that these characters were brilliantly portrayed in their respective
films to earn a full 1-point score in this category. Examples movie characters
scoring full points:
Besides the development of a
character, how the character interacts with his environment and other
personalities give the film its flavor. What is the depth of chemistry between
lovers? The bond between family members? The camaraderie between friends?
Points are awarded to elements of
friendship, family, trials and tribulations, overcoming overwhelming odds and
struggles. Are the interactions between the characters turbulent or
associative? Do the various relationships with the character build towards an
emotional connection with the viewer?
The relationships portrayed in a
movie should jibe with the audience own experience of life, that is, in real
life, just as in stories, the thing that reveals our character most effectively
is how we interact with other people. What moves the audience is watching the
unfolding portrayal of the relationship between the characters on screen. A
good relationship portrayal will have two elements: the resolution of the
tension (the character accomplishes the goal, solves the mystery or resolves a
problem) and the celebration with other characters as a result of that success.
An great multi-relationship movie
that I think did rather well was The Incredibles (2004) portraying a
family with super-powers and their societal and interpersonal struggles. Or in
the case of a sad or bittersweet ending where the character resolves the loss
or absence of a relationship such as Forrest Gump (1994) losing his mother,
friend and lover; and Michael in The Godfather Part II (1974) depicting
a lonely man having made a wrong choice during the events of the movie.
Movies with excellent emotional
portrayal will score well in this category – a sense of loss, coming to terms
with grief, sacrifice of a parent, the tragedy of star-crossed lovers.
Intertwining scenes of friendship, family and forbidden or pained romance is a
good formula to tug at the heartstrings. Some memorable examples of central
relationships in movies:
Rick and Ilsa in Casablanca (1942)
Joel and Clementine in Eternal
Sunshine of the Spotless Mind (2004)
The scout Russell and grumpy old man
Mr. Fredricksen in Up (2009)
Danny and Mr. Miyagi in The Karate
Kid (1984)
Woody and Buzz lightyear in Toy Story
(1995)
For each of the above movies, the central relationship is the movie. That is, the central relationship is the reason each of these movies is so moving and memorable, additional points are awarded for multiple relationships developed and resolved with other characters in the movie.
📄
Story Plot and Structure
This section is simple. Storyline.
The premise of the movie that
outlines the flow of events and actions that subsequently develops the overall
plot over the course of the film is not only crucial, but the connection of
each scene builds the overall narrative structure. Points are lost if the plot
and premise is predictable or riddled with contrivances and points gained if
there were unexpected or shocking twist of events that shattered assumptions.
A well-designed movie encompasses
three primary acts: introduction of characters, tension and struggles
throughout the story and the final climax and conclusion of the film
culminating a well-delivered story.
Movies with depth of intellectual
engagement, unpredictable plots, psychological thrillers, exploring
philosophical or moral topics score well in this category. There are some
movies that I like due to the application of Freudian concepts, subject’s
existentialism and the struggle between opposite dichotomies.
Scenes are clips of iconic film
moments and distinctive visuals that cumulates the re-watchability of a movie,
and these separate moments are important to building the drama of the film
plot. A scene could comprise of a seat-gripping adrenaline-busting action such
as the protagonist clinging on precariously towards certain death or a tear-jerker
moment or simply the nail-biting tension a of hero navigating a maze of venomous
snakes.
An unforgettable scene is a perfect synchrony
of the actor’s acting and the flair of the director’s perspective that is the
trait of classy visual storytelling, where an environment depicts conflict and
the actor reacting skillfully towards it.
I recall Michael Pena’s hilarious rapid-monologue in Antman (2015) and an exquisite blend of humorous film-making! Hallmark
scenes have become memes on social media and end up becoming pop-culture
references.
Of course, there are numerous curated top-ten memorable movie
scene lists from CineFix, Looper and WatchMojo, but I have my own favorites replays
of some memorable scenes in a few movies worthy of mention:
Neo’s ‘bullet-time’, bullet-dodging scene by Keanu Reeves in The Matrix (1999)
👁️ Cinematography Visual Presentation
Filming a classic to enrapture the
insatiable appetite of movie-goers is no easy task and directors and studios go
to extraordinary lengths to create the cinematic effects that pushes the boundaries
of creative imagination and realism.
In fact, the relentless pursuit for new
visual presentation techniques see studios advancing the level of film-making technology
available to them. Today studios rely heavily on 3D and CGI effects, but the real
crux of cinematography is the inventive blend of effects and the vast effort
and resources that go into creating the visually compelling scene.
For example, Disney studios pioneered
color animation and the development of soundtrack, the Starwars franchise required
whole generation of special effects to bring that universe to the big screen,
to further add to the realism of the sinking in the movie Titanic (1997), an actual ship was built and sank. It doesn’t get
anymore realistic than that!
I think it is important to recognize
and reward this tenacious quality of filmmakers and thus a category awarding
points to groundbreaking cinematographic visual presentation and the effort
required to achieve the desired effects.
A film can be inspired by scenes or
ideas from other motion pictures; however, originality refers to a fresh plot
or idea or approach executed in the film that has not seen before in any other
movie. Viewers want to enjoy films that have a truly original and fresh take
and the inability of the studio to construct a novel and compelling narrative
is a demerit in my scoring system for a subtle lack of originality.
I’ve come to realize that no amount
of fantastic special effects nor CGI can truly replace an original and
immersive storyline. With all the cross-pollination and reboots and
re-adaptions of films these days, it’s glaringly apparent when a movie is just
a re-packaged motion picture of another movie. In fact original films accounted
for only 39% of Hollywood films from the last 20 years.
I my opinion, movies that I truly enjoyed but
had to penalize due to this factor for example include Avatar (2009)directed
by James Cameron. I was torn by this, Avatar was an excellent movie scoring top
points for special effects with their proprietary digital 3-D Fusion Camera
System, beautiful scenes of floating
mountains inspired in part by
the Chinese Huangshan mountains
and I really liked the tempestuous
relationships between the different characters of the movie (hotheaded military
personnel, empathic scientists and the conflicted businessman).
But.
The story is basically a soldier ordered
to integrate with an indigenous local population with the goal of subjugation
or conquest but ending up falling in love with a local woman and turning
against his own people to defend her exotic culture.
Sound familiar? There are at least
five movies I could recall of portraying the same exact story. Pocahontas
(1995), Dances with Wolves (1990), A Man Called Horse (1970)
and The Last Samurai (2003). Another well-made movie recently was Black Panther (2018), a movie that received significant acclaim due to
portrayal of the a racial minority, but the movie Hotel Rwanda (2004) explores the same topics of racial violence,
exploitation of natural resources, political corruption, and the movie was based on actual events.
Plot parallels cannot be ignored and remakes, sadly new
movies that sound suspiciously like existing films, reboots and remakes will
suffer this demerit. On the other hand, examples of movies with an original and
fresh perspective that received the bonus score:
Citizen Kane (1941) – Possibly one of the best films
ever made in history of film making about the conflicting history of a rich
dying man.
Back to the Future (1985) – time travelling DeLorean sportscar?
I want one too! Even the title of the movie sounds cool.
Ghostbusters (1984) – a modern bad-ass sci-fi method to
capture ghosts and paranormal forces? Hell yeah! This film has become a cult
classic.
Shaolin Soccer (2001)and Kung Fu Hustle (2004) – Both films directed by Stephen
Chow depicting the use of highly exaggerated capabilities of martial arts to
overcome adversity and inequality.
Well what do you think of my scale and what are your favorite
movies? I’d love to hear your thoughts!
It has elegance as a martial
art and poise as a sport.
It
is recognised at the Olympics and has about 100 million practitioners across more than 200 countries,
making it one of the world’s most popular sports.
But with some recent controversies
hitting the Singapore governing body hard –
such as the Singapore Taekwondo Federation (STF) being suspended by world
governing body World Taekwondo in May 2019, and two senior STF officials being
found to have breached international body’s Code of Ethics – there has been much
coffee-shop talk regarding the future of the sport here.
What
can we do to bring the sport back to its glory days?
High-performance sports models around the world include the United States’ NFL (National Football League) and NBA (National Basketball Association), international soccer clubs, world-class Olympic schools and high-profile gyms such as Evolve MMA. All have a pedagogy that works and provide lifetime careers. We are talking well-established businesses.
Can we do the same with taekwondo? As with sports or art, the acquisition and retention of customers is a business question. There must be a value associated with the regular consumption of the sport.
The governing body needs
revitalisation and a new focus to keep up with the modern and tech-savvy
generation. Here is a 10-step approach that may help:
Establish a local taekwondo institute
Launch an annual membership with benefits
Enhance and digitise curriculum
Develop programmes for progression, courses and certification cards
Provide insurance for combat sports
Extend scholarships for international tournaments
Offer career paths
Produce engaging content
Community outreach
Hold an annual “Taekwondo Day”
1. Establish a local taekwondo institute
The
governing body would be a recognised authority that goes beyond basic local
regulation of the sport. As the headquarters for all activities, the Taekwondo
Institute will focus on promoting the sport and supporting auxiliary functions
for all local taekwondo clubs, gyms and community groups.
Cost-effective
services
With a
major body comes business bargaining power. When managing a taekwondo club, a
lot of effort is spent on acquiring logistic services (buses to transport
members to and from club locations to various event locations), procuring
ambulances and first-aid services for competitive events, etc. An institute,
however, can issue a countrywide tender for the most cost-effective services
that associate and affiliate clubs get to enjoy. Clubs can rely on the
institute for reputable service providers, while service providers get to sign
a contract for a lease of services to a definite size of consumers. It will be
a fair, open and financially compliant process.
Training
location
The institute will offer a physical space that coaches, clubs and trainers can lease – a comfortable training spot with clean changing rooms and shower facilities.
Courses
New black-belt students must
attend a first aid and automated external defibrillator (AED) course before
they receive their black belt. The course should be administered by a
recognised first-aid training provider. Courses such as close-quarters combat
could also be organised for all 2nd dan and above black belts to enhance their
knowledge of self-defense – and it could be made open to all sparring-level
color belts. These are just some ideas on how to continue the education of the
taekwondo community.
2. Launch an annual membership with benefits
Although the organisation is not for profit, these activities, utilities, logistic bills and salaries will need to be supported financially. We will need an affordable annual membership cost of about $20.
Membership
will come with benefits from the institute. Remember the bargaining power of
the institute. With a numerical advantage, the business development team can
negotiate deals with reflexology and sports massage clinics, health spas,
sports and nutrition shops, medical clinics for screenings, and more.
Members
will also receive a card with proficiency recognition attached to their
membership number. We could even explore the feasibility of a point system for
members to get more perks through fitness tests, etc.
3. Enhance and digitise curriculum
How can we track our progress in this sport? What are the skills a student needs to learn to progress to the next belt? How can new black belts guide new color belts? A black belt knowing how to perform a move doesn’t translate to the method of instruction and pedagogical skills. How often has someone recorded a bout or a certain move to illustrate a taekwondo technique? How about stretching and cool-down techniques?
These
skills are highly essential for an effective class but are heavily dependent on
the experience of the trainer. We could make these instructional videos
available on a mobile application to learn or refresh skills.
How to
perform a 360-degree kick; step-by-step videos of a Koryo Poomsae; conducting a
dynamic warm-up session safely? and effectively; viewing attendance and
achievements of a course; classroom and facilities management; managing
different belt levels in a single class – download the app!
4. Develop training programmes and certification cards
More
often than not, we forget that taekwondo is not just an expression of a
technique or a type of martial art. Black belts must remember that for all our
strengths, the system can be improved when complemented with real-world self-defense
techniques.
We need
to continually improve ourselves by exploring and assimilating the strengths of
other training styles and one approach will be to offer programmes to enhance
the effectiveness of taekwondo.
For
example, an acrobatic class where backflips and aerial moves are taught could
become a recognised proficiency. Physical skills could be organized and
delivered in a progressive curriculum, for example – a beginners course on how to do a kip-up.
How
about ground fighting techniques, as well as human anatomy and physiology? The
content we could create to completement taekwondo knowledge is immense and it
would provide lifelong learning options for practitioners in a
multi-disciplinary approach.
5. Provide insurance for combat sports
For all
the benefits of taekwondo, it is a contact sport and injuries inevitably occur
– and coverage is avoided by most insurance companies. A collective authority
could negotiate a combat-sport insurance that could be open to not just taekwondo,
but also all combat-sport practitioners.
The
opportunity and growth potential lie beyond a country and options for
international coverage could be negotiated with an insurance company for
coverage.
This
would provide peace of mind for competitive individuals as well as regular
practitioners.
6. Extend scholarships for international tournaments
To
promote the sport, we need to elevate the presence of the sport significantly,
and that means nurturing and supporting athletes financially to compete in
high-profile tournaments.
It is basically an investment question of risk versus return. In this case, successful medalists will highlight the achievements of the sport within the country.
Promising
athletes distracted by a full-time job
will have less energy and commitment to the sport. Many countries producing
world-class medalists have a career programme that provides some sort of
stipend or salary to support an athlete, and in Singapore ,there are some
scholarships available, such as the SOF-Peter Lim sports scholarship and Singapore Sports School sports scholarship.
We could
offer scholarships, so promising taekwondo athletes can focus on training and
competitions. Each time athletes achieve a new milestone; they would be
eligible for more benefits and funding.
The penultimate goal is an Olympic medal. But for each Olympian, there are dozens of lower-tier medalists. Instead of ignoring them, we should nurture all with career paths.
The
institute could have a scholarship-athlete management division focused on
developing the next generation of medalists, assisting with the planning of
careers for athletes from the beginning. They would follow a training regime
and, depending on the milestones achieved, different paths are possible. This
way, there would be performance management and progress.
7. Offer career paths
What can
an outstanding individual expect after an illustrious competitive career? Like it or not, athletes have an expiry
date. Statistics have shown that human performance peaks at about 25 years of age for Olympians,
and retirement is a concern for many athletes.
Full-time competitors have a
specific skill set that does not translate well to a corporate environment, and
many individuals likely sacrificed education due to training commitments. Should
a serious injury stop an athlete from progressing further, do we leave that
person in the lurch? Obviously not. Physical skills are not the only component
in taekwondo.
The
institute would offer a variety of occupations with progression pathways for
everyone – in business development, coaching, ancillary services, event
organising, talent management and more.
Supported
by an institute-sanctioned program, our
athletes could go on to work in the media industry as stuntmen and even as
actors. English actor Jason Statham (The Transporter trilogy, 2002-2008; Fast
& Furious franchise, 2013-2019) was a competitive diver, Chinese actor
Jet Li (Once Upon A Time In China series, 1991–1993) was a national Wushu champion from 1974-1978, just to name two people.
On social media, the famous South
Korean K-Tigers performance
and demonstration group produce catchy songs and dances using taekwondo moves
that inspire many to learn more about taekwondo. See some great clips of the
K-Tigers here, here and here.
We could start a YouTube channel producing short exciting clips every week. Something in the style of comedic martial arts theatre JUMP would be a great start – audiences are wowed by the gravity-defying movements of the performers and love the hilarious storyline.
9. Community outreach
We now
have a platform to endorse athletes, a membership system and career route,
among other things. What we need is outreach and engagement. Training is a
lifelong engagement and the earlier one starts taekwondo, the better the
performance outcome.
The
sport teaches self-defense and discipline and is a way for children to expend
youthful energy.
The
institute could organise free public performances and community events, where
people of all ages can experience what it is like to kick a sandbag, kids can
take part in a high-jump challenge, and the pioneer generation can learn some Poomsae movement patterns. There can be
something for everyone at the taekwondo community festival.
10. Hold an annual “Taekwondo Day”
Humans
are constantly looking out for the latest deals, and we have computer fairs,
furniture and home improvement fairs, food fairs and the such.
How
about an annual taekwondo event?
The
Taekwondo Expo could be a weekend-long event where practitioners can bring
friends and family to try the latest gear and combat-sports merchandise, attend
workshops and explore customisation services. Get your tobok (uniform) or belt embroidered
on the spot. Come taste that special nutrition and hydration drink or test the
latest muscle rub. Catch performances, meet interest groups and measure your
body-fat percentage at the health section. Existing vendors in the community
get a free booth, and practitioners can wear their tobok for free entry.
Summary
These
are just some ideas to keep the community engaged as well as promote the
benefits of taekwondo to a larger audience. With tournaments, community
outreach and an annual expo, we can expect each calendar year to be exciting
and fulfilling. Keep fighting!
If you have
any ideas, feel free to leave a comment!